The main characteristic of a blind rivet is the thickness of the rod.
All rivets are standardized to the diameter of the metal drill
Typical diameters:
— 2.4 (mm); — 3 (mm); — 3.2 (mm); - 4 (mm); — 4.8 (mm); — 5 (mm); — 6 (mm); - 6.4 (mm).
Rivet length:
from 6 (mm) to 45 (mm).
Thickness of bonded material:
from 1.3 (mm) to 17.3 (mm).
It should be borne in mind that there is no GOST for this type of fastener. All GOSTs regulate only driven rivets.
A rivet is one of the most convenient and quickest fasteners to install, providing a reliable permanent connection. Today there is a huge variety of shapes and sizes of riveting fasteners, but hammer rivets were the first to be invented. They were used in the construction of ships, bridges and other metal engineering structures, where they successfully replaced welded joints. Today, this oldest type of fastener is made from modern materials, so it has not lost its popularity and has even expanded its scope of application.
What is riveting
The mechanical connection of parts using a series of rivets is called riveting, and the connection itself is called a riveted seam. It is used where it is inconvenient to weld parts or where non-weldable materials are joined. Not only metals are riveted, but also parts in clothing, accessories, etc. are connected in this way. But there it is more of a finishing touch than a loaded connection. So next we will talk about riveting in construction or home improvement. In principle, you can use a screw connection instead of riveting, but bolts and nuts are more expensive, and their installation takes longer.
This is what a rivet joint looks like
If we talk about installing fences made of corrugated sheets, rivets are more reliable, since they can only be removed by drilling out the fasteners. When installing screws or self-tapping screws, they can be unscrewed and both metal and hardware can be removed. In some cases, riveting is more convenient when installing a roof made of corrugated sheets or metal tiles. On the roof, installing screw connections is problematic and time consuming. But rivets, and with a good tool, can be done in an hour or even less.
Most common use in private households
How are parts connected using rivets? The rivet is installed in the prepared through hole. It has a head that rests on the material and the rod. During the riveting process, the end of the rod is flattened, changing shape under the influence of force. Therefore, ductile metals are used for these hardware.
Design
The fastener consists of two parts:
- Rod . At the end there is a thickening - a retainer for expanding the sleeve.
- Body . Consists of a head - a shoulder and a straight bushing.
Depending on the purpose, the head can be hidden. An ideal option when the hardware should be invisible on the surface of the material. Wide and high beads enhance the reliability of the connection, but are clearly visible to the naked eye. Not very aesthetically pleasing, but durable.
Calculation of strong rivet seams
14.9. Let us consider the method for determining the basic ratios of the sizes of strong seams using the example of a single-row lap seam loaded with a transverse force Fr
(Fig. 14.10).
Rice. 14.10. To the calculation of connections with rivets
Let us introduce the following notation: d3 -
rivet diameter;
δ1 and δ2—thickness of riveted parts (sheets); t
is the distance between rivets in a row (or rivet pitch);
e is
the distance from the center of the rivet to the edge of the part (sheet);
z is
the number of rivets in a row.
When calculating strength, friction forces at the junction of parts are not taken into account
(it is assumed that the load is transmitted only by rivets);
It is believed that the load between the rivets is distributed evenly, and the diameter of the rivet is equal to the diameter of the hole (d3
=
d0TB).
Parameter d3
determined based on strength.
Causes of destruction
rivet connection can be the following:
cutting
the rivets
in the plane of connection of the parts (see Fig. 14.10, b);
crushing of rivets
;
rupture of sheets in a section weakened by holes (see Fig. 14.10,
d);
cut of the edge of the sheet (in section
ab
and
cd)
at the hole for the rivet (see Fig. 14.10,
d).
The calculation of the rivet seam consists in determining d3, t
and
f.
The calculation is carried out according to empirical relationships obtained from the condition of equal strength of the rivets and the sheets being joined, followed by checking the sheets for strength and clarifying the strength coefficient of the seam.
What deformation do the rivets and joined sheets of a strong single-row lap seam experience (Fig. 14.10, a
)?
14.10.Calculation of rivet parameters.
The diameter of the rivet is determined from the condition of shear strength (τav ≤[τ]av) using the design calculation formula
(14.2)
where Fr -
shear force acting on the rivets, N;
i
is the number of cut planes of one rivet;
for the rivet shown in Fig. 14.10 i
= 1;
Z is
the number of rivets (set by the seam design); [t]srz - permissible shear stress for rivets, MPa (Table 14.1).
Table 14.1.
Allowable stresses for strong steel riveted welds under static load
| Seam element | Type of deformation, stress | Hole making method | Allowable stress, MPa |
| St2 | StZ | ||
| Riveted parts Rivets | Tension [σ]р Shear [τ]av Shear [τ]av.3 Compression [σ]cm | — — Punching Drilling Punching Drilling |
dr obtained from formula (14.2)
rounded to the nearest higher standard value (Table 14.2). Then the rivet joint is checked for crushing according to the formula
(14.3)
(14.4)
where σcm and [σ]cm are the calculated and permissible bearing stress for a riveted joint, MPa (see Table 14.1): 8 is the thickness of the thinnest part to be riveted, mm.
Table 14.2.
Dimensions (mm) of rivets with a semicircular head (see Fig. 14.7, a)
| D | N | R | g, no more | / |
| 3,6 | 0,4 | 10-42 | ||
| 12,8 | 4,2 | 0,4 | 14-50 | |
| 4,8 | 7,5 | 0,4 | 16-60 | |
| 0,5 | 16-85 | |||
| 0,5 | 22-100 | |||
| 9,5 | 26-110 | |||
| AND | 32-150 | |||
| 38-180 | ||||
| 52-180 | ||||
| 23,5 | 1,5 | 55-180 |
In formula (14.3), [σ]cm is taken for the less durable of the contacting materials (rivets or joined sheets).
14.11.Derivation of the formula for the diameter of the rivet.
Condition for the shear strength of one rivet for the design scheme under consideration (see Fig. 14.10):
Here A -
dangerous cross-sectional area of the rivet, mm2. From here
we get (see 14.2)
14.12.Calculation of rivet seam parameters and checking the strength of connected parts (sheets).
1. The geometric parameters of the rivet seam (see Fig. 14.10) are determined using empirical formulas.
Rivet seam pitch depending on the number of rows
(14.5)
for a single-row overlap seam t= 3d3
(for two-row (
t
=
4d3));
for a single-row seam with two overlays
t= 3.5d3
(for a double-row
(t= 6d3).
Distance from the center of the rivet to the edge of the part (sheet):
for holes made by drilling,
e1.65d3;
for punched holes
e = 2 d3. (14.6)
Thickness of pads (see Fig. 14.6)
(14.7)
Thickness of riveted parts (sheets) (see Fig. 14.6)
(14.8)
Distance between rows of rivets (see Fig. 14.5)
(14.9)
2.
The strength of the parts (sheets) to be connected is checked: for tension in section /—/ (see Fig. 14.10,
d)
according to the formula
(14.10)
where σр and [σ]р are the calculated and permissible tensile stresses for the parts (sheets) to be connected (see Table 14.1).
Seam strength coefficient
is equal to the ratio of the tensile strength of the rivet seam to the tensile strength of the whole sheet:
F is always less than one. For a single-row lap seam φ = 0.65; for a two-row with two overlays φ = 0.84.
How to choose rivet material?
One of the main selection criteria is the material from which the fastener will be made.
Rivets can be:
- Aluminum, resistant to corrosion, tolerates chemically aggressive environments well, can be used as decorative elements (lacquered aluminum), used for fastening materials of external structures or in units exposed to aggressive environments;
- Stainless steel, not susceptible to corrosion and aggressive environments, used for the food industry, external structures and chemical plants;
- Galvanized, not subject to corrosion, can be used for many types of designs on the streets, as well as for units in difficult operating conditions;
- Made from polyamide or plastic, this fastening option is suitable for bendable sheet material;
- Copper, ideal for installing copper roofing, as well as elements of façade structures, are resistant to corrosion, are non-toxic, and are very durable;
- Colored, ready for painting, everything is simple here, the products are ideal for painting, and the paint will not peel off for a long time.
Selection of rivet diameter
The compactness of the connection, as well as the complexity of manufacturing structures, depends on the rational choice of the diameter of the rivets.
Practice has established the following most common rivet diameters:
| in the most common medium power designs | 20 - 23 mm |
| in heavy structures | 26 - 29 mm |
Usually they strive to ensure that the entire structure has the same diameter of rivets. Only in heavy structures with a large difference in the forces of individual structures and connections can two or three rivet diameters be allowed.
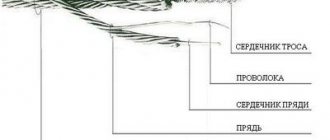
Riveted connections are made with rivets with a normal semicircular head with a total thickness of the package of riveted elements up to 5d. In bags with thicknesses from 5d to 7d, rivets with a raised head and a conical shank should be used (see figure Types of rivets). In the case of packages of even greater thickness, you should switch to turned bolts.
Operating principle
Blind rivets consist of a sleeve, inside of which there is a rod with a seal at the end. In technical language, this seal is called a punch. During the riveting process, pressure is applied to the rod, causing the punch to deform the end of the rod into something like a head. At the same time, the sleeve itself also expands, fixing the attachment point.
Working with rivets is characterized by a relatively high speed, which can be considered an advantage of this hardware. Rivets are always treated with various compounds that are resistant to aggressive environments, high humidity and temperature changes, which increases their service life.
Operating principle of a hammer rivet
A classic hammer rivet is a rod with a rivet head of a certain shape (semicircular, countersunk, semi-countersunk, flat). The closing head is formed from the opposite end of the rod by plastically deforming it using a riveting hammer and a special impact mandrel, which gives the head a neat semicircular shape. In this case, massive support must be provided from the side of the mounting head. Obviously, to install such a rivet it is necessary to have access from both sides of the surfaces being fastened.
Types of rivet seams
If we talk about the method of joining sheets, then riveted seams can be overlapped (one sheet overlaps another) and end-to-end. Joint seams can have one or two overlays. With overlays they are more reliable and are used in critical and loaded places.
Types of rivet seams: overlapped and butted with overlays
According to the location of the rivets:
- single row;
- double row;
- multi-row.
They can be located opposite each other or in a checkerboard pattern. Seams can be strong, tight (sealed) or durable-tight. Dense ones are made using elastic gaskets placed between the parts to be connected. Durable and dense ones are used mainly in boilers. Now they are more often replaced by welding.
Calculation of rivets for shear and crushing
The main design condition when checking rivets for shear is that the design force acting in the connection should not exceed the total resistance of all rivets at once
where N is the design force acting in the connection, in kg;
m is the coefficient of operating conditions of the structure;
mс is the coefficient of operating conditions of the rivet joint, taken according to the Coefficient of operating conditions m;
n is the number of rivets in the connection;
nср — number of working cuts of one rivet;
Rhardness - working shear resistance of the rivet in kg/cm2;
Πd2/4 - cross-sectional area of the installed rivet in cm2;
[N]hardening - the maximum design force that can be allowed on one shear rivet. Then the number of rivets n required to absorb the design force will be equal to
The number n is rounded to the nearest higher integer.
When calculating rivets for crushing, the main design condition will have the following form:
Here, the calculated area is conventionally taken as the product of the rivet diameter d and the smallest total thickness of the sheets crushed on one side of the rivet rod ∑δ, i.e. Fcm = d∑δ;
[V]hardening - the maximum design force that can be allowed on one rivet in terms of crushing.
The required number of rivets from the condition of checking for sheet collapse will be equal to
The described method for calculating rivets is called calculation based on the force acting in the connection.
It is also possible to calculate rivets not according to the actual force acting in the connection, but according to the maximum possible force that can be absorbed by the cross-section of the element being connected.
In this case, the design force in the connection is equal to:
for tension elements
for compressed elements
where Fн and F6p are the net and gross cross-sectional areas of the attached element;
R is the calculated resistance of the base metal;
φ—buckling coefficient.
This method of calculation is called calculation by cross-sectional area and is included in the safety margin. Area calculation is usually used when calculating joints and attachments in cases where the stresses in the element are close to the limit, or in cases where the actual (calculated) force in the element is unknown.
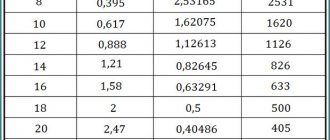
Aluminum rivets with a semicircular head GOST 10299-80 weight 1 piece per g. tab. 2
| Length, mm | Rivet diameter, mm | |||||||
| 14 | 16 | 18 | 20 | 22 | 21 | 30 | 36 | |
| 20 | 13,923 | 18,985 | ||||||
| 22 | 14,785 | 20,110 | ||||||
| 24 | 15,643 | 21,235 | ||||||
| 26 | 16,504 | 22,357 | ||||||
| 28 | 17,366 | 23,482 | 30,641 | |||||
| 30 | 18,224 | 24,607 | 32,065 | |||||
| 32 | 19,085 | 25,728 | 33,485 | |||||
| 34 | 19,947 | 26,853 | 34,909 | 44,215 | ||||
| 36 | 20,805 | 27,978 | 36,348 | 45,960 | ||||
| 38 | 21,666 | 29,099 | 37,750 | 47,704 | 61,018 | |||
| 40 | 22,528 | 30,224 | 39,160 | 49,484 | 63,119 | 80,527 | ||
| 42 | 23,386 | 31,349 | 40,584 | 51,228 | 68,459 | 83,055 | ||
| 45 | 24,678 | 33,037 | 42,720 | 53,863 | 71,627 | 86,864 | ||
| 48 | 25,970 | 34,721 | 44,856 | 56,497 | 73,763 | 90,638 | ||
| 50 | 26,828 | 35,849 | 46,280 | 58,242 | 75,864 | 93,201 | ||
| 52 | 27,690 | 36,953 | 47,704 | 60,022 | 79,068 | 95,728 | ||
| 55 | 28,978 | 38,662 | 49,840 | 62,656 | 82,272 | 99,502 | 164,721 | 256,213 |
| 58 | 30,271 | 40,335 | 51,976 | 65,255 | 84,372 | 103,454 | 171,414 | 264,757 |
| 60 | 31,132 | 41,474 | 53,400 | 67,035 | 89,676 | 105,839 | 174,618 | 270,453 |
| 65 | 33,282 | 44,286 | 56,960 | 71,414 | 95,016 | 112,140 | 184,479 | 284,658 |
| 70 | 35,433 | 47,063 | 60,520 | 75,828 | 100,321 | 118,477 | 194,376 | 298,898 |
| 75 | 37,594 | 49,876 | 64,080 | 80,207 | 105,625 | 124,778 | 204,237 | 313,102 |
| 80 | 39,730 | 52,688 | 67,640 | 84,586 | 110,930 | 131,115 | 214,134 | 327,378 |
| 85 | 41,901 | 55,500 | 71,200 | 89,000 | 116,234 | 137,416 | 223,995 | 341,546 |
| 90 | 44,037 | 58,313 | 74,760 | 93,379 | 121,574 | 143,753 | 233,892 | 355,786 |
| 95 | 46,173 | 61,125 | 78,320 | 97,758 | 126,878 | 150,090 | 243,753 | 369,991 |
| 100 | 48,345 | 63,938 | 81,880 | 102,172 | 137,487 | 156,391 | 253,614 | 384,231 |
| 110 | 52,652 | 69,562 | 89,000 | 110,930 | 148,132 | 169,029 | 274,084 | 412,675 |
| 120 | 56,960 | 75,187 | 96,120 | 119,723 | 158,740 | 181,667 | 293,130 | 441,120 |
| 130 | 61,232 | 80,776 | 103,240 | 128,480 | 169,349 | 194,305 | 312,888 | 469,564 |
| 140 | 65,540 | 86,415 | 110,360 | 137,274 | 179,994 | 206,978 | 332,646 | 498,008 |
| 150 | 146,031 | 190,674 | 219,616 | 352,404 | 526,453 | |||
| 160 | 154,824 | 201,247 | 232,254 | 372,162 | 554,897 | |||
| 170 | 211,856 | 244,892 | 391,920 | 583,342 | ||||
| 180 | 257,530 | 411,643 | 611,786 |
Calculation of rivet joints
In connections subject to longitudinal forces, the distribution of forces on the rivets is assumed to be uniform.
When calculating rivets for shear
permissible force (
H
) in the connection:
where, [τср]
- permissible shear stress of rivets, MPa (see Table 1);
k
is the number of cut planes in the connection;
d
—rivet diameter, mm.
When calculating a connection for bearing
permissible force (
H
) in the connection:
Р = [σcm]·n·d·s
where,
[σcm]
is the permissible crushing stress of the rivets, MPa (see Table 1);
n
is the number of rivets (in single-cut rivets n = k);
d
is the diameter of the rivet, mm,
s
is the smallest thickness of the parts to be connected, mm.
When calculating tensile
(separation of heads) permissible force (
H
) in the connection:
where, [σp]
- permissible tensile stress (separation) of heads, MPa (see Table 1);
d
is the diameter of the rivet, mm,
n
is the number of rivets.
1. Allowable stresses in power rivet connections when calculating based on basic loads, MPa (kgf/mm²)
| Voltages | Steel | |
| St 0, St 2 | St. 3 | |
| Rivet cut, [τavg] | 140 (14) | 140 (14) |
| Rivet collapse, [σcm] | 280 (28) | 320 (32) |
| Head separation, [σр] | 90 (9) | 90 (9) |
| Tension of main elements, [σр] | 140 (14) | 160 (16) |
With punched holes (without drilling), the shear stress is 30% and the crushing stress is 15% lower than the tabulated data.
APPLICABILITY OF RIVETED JOINTS
Rivet joints are used in structures that can withstand large vibration and repeated loads, as well as for connecting parts made of non-weldable materials and not allowing welding due to warping or tempering of heat-treated parts.
According to their purpose, rivet seams are divided into strong (power) to absorb external loads and strong-tight, which also ensures the tightness of the connection. The tightness of the joint in strong-tight seams is additionally ensured by applying sealing compounds to the joint surface - adhesives, siloxane enamels or metal coatings.
In practice, rivets of increased manufacturability are widely used, including those with the possibility of riveting with a one-way stroke to the seam: a bolt - rivets, has a rod with an annular thread, is crimped with a ring using a special gun; explosive rivets; rivets with a gun. For variable loads, rivets with diametric tension created during assembly are used.
The most common are solid bar rivets for general engineering use with a filling head of various shapes.
The diameter of the hole for the rivets is made 0.1 mm larger than the diameter of the rivet rod, which settles during the riveting process and tightly fills the hole; rivets with a semicircular head are often used, as they are the most technologically advanced. BASIC PARAMETERS OF RIVET JOINTS
In steel metal structures for lap joints, the diameter of the rivet is d = 2s, where s is the thickness of the parts being connected;
for seams with two overlays d = 1.5s. For an overlapping rivet seam and with two overlays with a row arrangement of rivets, the seam pitch is t = 3d, for a double-row overlapping seam t = 4d, for a single-row seam with two overlays t = 3.5d. for a double-row seam with two overlays t = 6d. Distance from the rivet axis to the free edge in the direction of the acting force t1 = (1.5 ÷ 2)d. Distance between rows of rivets t2 = (2 ÷ 3)d. The thickness of the linings is s1 = 0.8s. In structures made of light alloys, riveting is done in a cold state, so the compression forces of the riveted parts, and therefore the friction forces in the riveted joint, are small. Therefore, rivets mainly work for shearing. It is recommended to take d = 1.5s + 2 mm, t = (2.5 ÷ 6)d, r1 = 2d. Allowable stresses in rivets [τav] = (0.4 ÷ 0.5)σ1, where σ1 is the yield strength of the material of the parts being connected. RIVETS OF PRECISION CLASSES B and C 1. Rivets with semicircular and countersunk heads, mm
Rivet length L, taken from the series: 3;
4; 5; 6; 7; 8; 9; 10; 12; 14; 16; 18; 20; 22; 24; 26; 28; thirty; 32; 34; 36; 38; 40; 42; 45; 48; 50; 52; 55; 58; 60; 65; 70; 75; 80; 85; 90; 95; 100. Values of L according to GOST 10300-80 are given in parentheses. GOST 10299-80 and 10300-80 provide d = 1 - 36 and L = 2 - 180 mm. The length of the rivets L is taken equal to the thickness of the parts being riveted with an addition of 1.5d to form the head and rounded to L of the nearest standard rivet. 2. Rivets with a flat head (according to GOST 10303-80), mm 3. Grades of materials and their symbols, types and symbols of rivet coatings
| Material | Coating | ||||
| View | Brand | Symbol of the brand (group) | View | Designation according to GOST 9.306-85 | Symbol |
| Carbon steels | St2 | 00 | Without cover | — | 00 |
| 10, 10kp | 01 | Zinc, chromated | Ts, xr, | 01 | |
| St3 | 02 | Cadmium, chromated | Kl, hr, | 02 | |
| 15, 15kp | 03 | Oxidic Phosphate | Him, Ox, Him, Phos, | 05 06 | |
| Alloy steel | 09G2 | 10 | Phosphate | Kl, hr, | 06 |
| Corrosion resistant steel | 12X18H9T 12X18H10T | 21 | Uncoated Silver | Wed | 00 12 |
| Brass | L63 L63 (antimagnetic) | 32 33 | Uncoated Zinc, Chromed Nickel | - C, Hr, N | 00 01 13 |
| Copper | M3 MT | 38 | Uncoated Nickel | — N | 00 13 |
| Aluminum alloys | AM-5P D18 AD1 | 31 36 37 | Uncoated Anodizing oxide filled with chromates | - An, Oks, nhr | 00 10 |
4. Temporary shear resistance of rivet material
| Rivet material | Type of heat treatment | Temporary shear strength, MPa (kgf/mm²), not less |
| Steel: St2, St3, 10, 15, 10kp, 15kp | Annealing | 250 (25) |
| 09G2 12X18H9T 12X18H10T | No heat treatment | 380 (38) |
| Hardening | 430 (43) | |
| Brass: L63 L63 (anti-magnetic) | Annealing | — |
| Copper: M3, MT | 190 (19) | |
| Aluminum alloys: AM-5P AD1 D18 | No heat treatment | 160 (16) 60 (6) |
| Hardening and natural aging | 190 (19) |
An example of a symbol for a rivet with a semicircular head of accuracy class B, shaft diameter d = 8 mm, length L = 20 mm, from material group 00, without coating:
Rivets 8 x 20 00 GOST 10299-80
The same, accuracy class C, from material group 38, copper grade MZ, with nickel coating 6 microns thick:
Rivet C 8 x 20 38, M3 136 GOST 10299-80
High precision rivets
(GOST 14797-85, GOST 14798-85, GOST 14801-85) are intended for critical connections with increased reliability requirements.
Hollow rivets
(GOST 12638-80, GOST 126408-80, GOST 12639-80) are often used to use their holes in rivet joints, for example, to pass electrical, fasteners or other parts.
What other points do you need to pay attention to?
To choose the right rivet, you will need to take into account such points as:
- Rivet tensile and shear strength;
- Interaction between the materials being fastened and the material from which the rivet was made. The best option is always to take the same materials. For example, to avoid the formation of a galvanic couple;
- Geometric parameters of the rivet, as well as some other points that relate to particularly specialized cases.
Each of these points deserves a separate detailed consideration, but within the framework of this article it is simply impossible to pay attention to everything.
So, following the above recommendations, it will be possible to ensure a high-quality and durable connection using correctly selected blind rivets.
Selection of rivet sizes
Rivets are selected based on the thickness of the metals being connected. The following are important: the parameters of the embedded head and the diameter of the rod. The diameter of the rod determines the diameter of the drill, which is used to prepare a hole in the parts to be joined. You can approximately determine the diameter of the rivet by doubling the thickness of the parts being connected. The length of the rod is at least 2 times the diameter of the rivet, and the protruding part must be at least 1.25-1.5 times the diameter.
| Rivet diameter | 2.0 mm | 2.3 mm | 2.6 mm | 3.0 mm | 3.5 mm | 4.0 mm | 5.0 mm | 6.0 mm | 7.0 mm | 8.0 mm |
| Hole diameter for precision assembly | 2.1 mm | 2.4 mm | 2.7 mm | 3.1 mm | 3.6 mm | 4.1 mm | 5.2 mm | 6.2 mm | 7.2 mm | 8.2 mm |
| Rough hole diameter | 2.3 mm | 2.6 mm | 3.1 mm | 3.5 mm | 4.0 mm | 4.5 mm | 5.7 mm | 6.7 mm | 7.7 mm | 8.7 mm |
In general, the diameter of the rivet rod can be from 1 mm to 36 mm, and its length can be from 2 mm to 180 mm. Moreover, a larger diameter does not equate to greater joint strength. Here, both the material from which it is made and its type (hollow or solid) play a role. How to choose? According to the characteristics of the rivets. After all, you choose them to connect certain materials of a certain thickness. You also know approximately the load that will be applied to the connection. Therefore, when selecting, pay attention to what the manufacturer recommends.
How to select a rivet according to the thickness of the material being fastened? According to the manufacturer's instructions, but in general, the diameter of the rod should be at least twice the thickness of the materials
Must be indicated:
- Recommended diameter for connection. All you have to do is select a drill and make a smooth hole without burrs.
- Minimum and maximum thickness of the connected package. It is important that your connection is within the specified range.
- Shear force. This is the load applied perpendicular to the connection that the rivet can withstand without destruction.
- Breaking force. Under what load along the rivet will it fail?
It is the tensile and shear forces that determine the strength of the future seam. The higher these values, the greater the load it will withstand.
Determining the length of a rivet with a closing head
To correctly install the rivet fastener, it is important to accurately select its length so that it is possible to create a closing head of the required shape from the protruding part of the rod and obtain a connection without gaps. The length of hammer rivets produced varies from 2 to 180 mm and is selected based on the thickness of the package of materials being fastened. First you need to determine the length of the protruding part of the rod (allowance). For the version with a semicircular head, the allowance is 1.2...1.5d, and for the version with a countersunk head - 0.8...1.2d, where d is the diameter of the rod. Based on the obtained allowance value, it is easy to calculate the total length of the rod by adding to it the thickness of the materials being riveted - S.
- Calculation of the length of the rivet with a semicircular head: L = S + (1.2…1.5d)
- Calculation of the length of a countersunk rivet: L = S + (0.8…1.2d)
It is required to rivet materials with a total thickness of 41 mm using a countersunk rivet Ø8 mm
L = 41 + 0.8 x 8 = 41 + 6.4 = 47.4 mm
Then we select from the existing standard range of rivet lengths the value closest to 47.4, that is, 48 mm. So, to create a hidden rivet connection of sheets with a thickness of 41 mm, we need fasteners of size Ø8x48 mm.
Hammer rivets come in a wide variety of diameters ranging from 1.0 – 36 mm. The diameter of the hole drilled in the materials must ensure free insertion of the rod, while the size of the gap between the body of the rivet and the walls of the hole must not exceed the parameters prescribed in GOST. So, to obtain high-quality riveting, the gap for parts with a diameter of up to 5 mm is no more than 0.1 mm, and for parts from 5 mm in diameter is no more than 0.2 mm. When materials are riveted with a countersunk rivet, a chamfer is removed under the head in the hole at an angle of 60° - 90° to a depth corresponding to the height of the embedded head.
Application
The variety of areas for using blind rivets, as already mentioned, tends to infinity. But it is still possible to identify the main industries in which this hardware has become traditional.
- Electronics and energy.
- Consumer goods of the widest profile. From complex mechanics to simple objects with a composite structure.
- Mechanical engineering.
- Construction, in the broadest sense, starting from the connection points of supporting structures and ending with interior decoration (including interior decoration).