Welding is the simplest method of joining metal workpieces that exists today. The technology makes it possible to obtain strong and reliable connections. It is in demand in the creation of metal structures of various levels of complexity, in pipeline laying, construction, mechanical engineering and other industries. The characteristics of welded joints depend on many factors. The most significant of them are: thickness of workpieces, work conditions, consumables, equipment, metal composition. To first determine how strong the connection will be, you need to calculate the weld.
It is usually done during the design process and allows you to choose the right materials to perform a specific type of operation. Preliminary calculations are necessary in order to achieve the required safety margin of the structure. In this way, the required degree of reliability of finished products is achieved.
Calculation method
There are different options for bonding metal. Calculation of welded joints for each of them is performed separately. Depending on the spatial arrangement of the parts being welded, the welded joints also differ. Accordingly they can be:
- corner. The connected workpieces are positioned perpendicular to one another. In order for the structure to be as strong as possible, it is necessary to determine the maximum forces that will act on the seams;
- butt. The workpieces are arranged in one plane in such a way that one of them is a continuation of the other. The ends of the parts are welded. This connection option is considered to be optimal, since it is characterized by minimal levels of tension at the junction. The seam can be oblique or straight;
- overlap The planes of the joined workpieces overlap one another. This technology is best suited for connecting parts whose wall thickness does not exceed 5 mm. The method is also used in situations where it is necessary to strengthen the weld;
- T-weld seam. The appearance is very similar to the corner ones. The parts are also located at an angle of 90 degrees in relation to one another, but are connected at their ends. These types of joints are quite in demand and are often used. Among the main advantages of the method are ease of implementation, reliability and cost-effectiveness. In addition, using specially developed guidelines, it is easy to perform calculations for T-joints with impeccable accuracy.
So, it’s time to consider in detail the methodology for calculating the weld. Experts have developed special formulas that simplify the necessary calculations. In addition, there are special programs on the Internet. They are freely available. The user only needs to enter the required parameters to get an accurate result.
Consumption per ton of metal structures
In practice, it is often necessary to consume electrodes per 1 ton of metal structures, but an online calculator may not be available.
Very approximately, it can be taken as 0.9 - 1.2% of the mass of the product. Table 1 (see above) will give us more accurate data.
Sufficiently accurate data is obtained by calculation. To do this, it is necessary to count all the welds of the structure, and then use the formula given earlier (1).
But the most reliable method is based on actual costs . It is applicable when a series of welded products of the same type is being manufactured.
At the same time, the very first product is manufactured in compliance with technological standards as much as possible:
- optimal welding current;
- electrode diameter;
- preparation of the welding site, including chamfering at the desired angle.
At the same time, accurate records of the consumption of rods (or wire) are kept. The data obtained is divided by the weight of the structure and the ratio is used further as a standard.
Initial parameters for calculations
In order to eliminate errors during calculations or at least minimize them, you need to decide on the parameters that will affect the strength of the joint. The process of compression and tension of metal is calculated using the formula
Where:
- Yc is a coefficient reflecting the conditions that prevail in the workplace. This indicator is generally accepted and is reflected in reference tables. It is enough to find the desired indicator and substitute it into the formula;
- Rу is an index indicating the resistance of a metal, taking into account its yield strength. Reflected in the welder's reference materials;
- Ru is another indicator of metal resistance that is easy to find in tables;
- N – maximum permissible load on the weld;
- T – the smallest wall thickness of the workpieces being welded;
- Maximum length of weld joint. When calculating, this parameter should be reduced by 2t;
- Rwу – resistance depending on the tensile strength of the connection.
When different metals have to be welded, the values of Ru and Ry are taken from the material whose strength is lower. the same is done in cases where calculations of the welding seam are performed for shear.
The design of metal structures is carried out taking into account the safety requirements of the welded joint, its ability to withstand a certain level of stability loads of the elements connected with them. In cases where several welded joints are required to create a metal structure, it is important to position them correctly. It is important that the welding load is distributed evenly between all joints.
The parameters can be determined by mathematical calculations. If the result obtained is unsatisfactory, changes should be made to the design and calculated again.
Geometric characteristics
As mentioned above, the geometry of the seams depends on the type of connection. The main geometric dimensions of the sections of butt and fillet welds are presented in the following figure:
- where S is the thickness of the parts;
- e – width of the weld;
- g – convexity;
- m – concavity;
- h – penetration depth;
- t – weld thickness;
- b – gap in the connection;
- k – fillet weld leg;
- p – height;
- a – thickness.
The geometric dimensions are affected by the type of connection and the thickness of the products being welded. These indicators are shown in the following table.
Table with types of welded joints
From the information presented it is clear that all geometric dimensions of welds and parts being connected are interconnected. The length of these elements of welded structures stands out. It depends only on the load on the connection and is completely independent of the geometry of the seam section. The minimum length of the weld must ensure the strength of the connection when the maximum total load is exceeded by 20%. Products are often welded along the entire length of the contact, but in many cases welding is performed in short sections to ensure the necessary strength of the connection. For building structures, the calculation of the length of the weld according to SNiP II-23-81 is carried out based on these criteria.
Calculation of butt weld geometry
The method for checking seams for this type is fully described in the following regulatory documents: SNiP II-23-81 clause 11.1 and SP 16.13330.2011 clause 14.1.14. These documents present different calculation methods, but all of them are derived from the following mathematical formula:
Formula for calculating the geometry of a butt weld
- where N is the maximum tensile or compressive force;
- t – minimum thickness of welded parts;
- lw – seam length;
- Rwy – load resistance;
- γс – tabular coefficient.
With this type of connection, it is welded over the entire length of the contact, therefore the length of the seam is equal to the length of the joints of the parts being welded, reduced by 2t, twice the thickness of the metal. The width of the seam depends on the shape of the edges and the thickness of the parts. Schemes of design options for butt joints are shown in the following figures.
Calculation of products with corner joints
Determination of the permissible tear length of a welded joint is carried out taking into account the force directed towards the center of gravity. When making calculations of this kind, a section with a high degree of danger is selected. Indicators are calculated using the formula:
Each of the formula indicators affects the strength characteristics of the weld, regardless of the type of metal being welded. Legend:
- N is the maximum value of the force that exerts pressure on the joint;
- ßf, ßz – coefficients that are taken in reference tables and do not depend on the type of metals being welded. For the most part, ßz = 1, and ßf = 0.7;
- Rwf is an indicator reflecting shear resistance. Defined by reference materials. The easiest way to find it is in the GOST tables;
- Rwz – resistance along the joint line. The values are taken from the lookup table;
- Ywf is a coefficient depending on the resistance of the material. For example, if for metal this figure is 4200 kgf/cm², then the correction factor will be 0.85;
- C is another coefficient indicating the working environment conditions. Like most values, it is determined from lookup tables;
- Kf – thickness of the weld along the fusion line;
- Lw – total length of the joint, reduced by 10 mm.
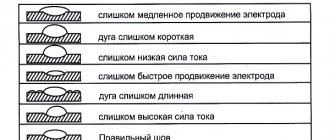
Influence of welding speed and mode
There is a dependence of the weld cross-section configuration on the process parameters:
- As the current increases at a constant voltage, the temperature increases, so the penetration depth becomes greater. But with excessive amperage, metal can be burned.
- An increase in voltage at a constant current leads to an increase in the length. If there is an excess, lack of penetration is possible.
- As the speed of movement of the electrode increases, the heating temperature of the metal decreases. The seam width and penetration depth are reduced. At speeds above 50 m/h, the lack of temperature leads to the formation of defects that make the seam weak.
- The viscosity of the electrode material affects the shape of the amplification. The higher it is, the more convex the surfacing becomes.
We recommend reading: How welds are shown in the drawings
The welding mode is selected according to the workpiece with the smallest thickness, so as not to burn through it.
Calculation of overlapped joints
When making calculations, it is important to take into account the spatial position and type of welded joint. After all, when overlapping welding, the joints can be corner, flank, or frontal. Calculations make it possible to obtain data on the minimum permissible cross-sectional area and the design strength of the contact line. When calculating the area of a welded joint, the smallest height of a conditional triangular joint is taken as the basis. For manual welding, provided that the legs are equal, this coefficient will be 0.7.
If welding work is performed by automatic or semi-automatic machines, the depth of heating of the material will be greater. Therefore, indicators should be taken in reference tables.
Length of the weld depending on the mass of the metal
The length of the welded joint is determined by the formula that determines the ratio of the weld mass per meter of joint: L = G/F × Y, where
- L – length of the seam itself;
- G – weight of the float;
- F – cross-sectional area;
- Y is the specific gravity of the filler material.
As a result of the calculations, a coefficient will be obtained that should be multiplied by the length of the weld leg.
To perform calculations correctly, you need to practice. It is important to understand that no formula can provide an exact result. Therefore, it is advisable to purchase consumables with a small reserve. This is approximately 5-7% of the total. True, sometimes it turns out to save additives. But this happens infrequently and, moreover, provided that the welder has extensive experience in performing similar work.
The procedure for calculating welded joints
To calculate the load that a welded joint can withstand, you should carefully select the initial data. You can prevent or at least minimize the likelihood of errors in calculations if you follow the operating algorithm:
- Determine the dimensions, shape and spatial location of the welded joint as accurately as possible.
- The dangerous section must be turned towards the area in contact with the welded joint. This technique is relevant in cases where the joint plane on the structure under study does not correspond to the design section. After the rotation, a new design section with more favorable parameters is formed.
- After this, the new center of mass is calculated, which was formed as a result of the rotation of the section.
- The next step is to move the external load to a predetermined center of mass.
- The time has come to determine the calculated value of the loads that act on the section. Namely, torque and bending moment, transverse and longitudinal forces.
- Once the voltage modulus has been found, the point at which the highest loads are applied should be determined. It is at such a point that all external forces work simultaneously, which makes it possible to determine their total value. This is the maximum that will affect the section.
- The maximum permissible force is determined that can act on the seam without any consequences: deformation, destruction, etc.
- At the final stage, the indicators of the permissible and maximum actual values are compared. As a result, the calculated resistance of the weld and its optimal dimensions, which are necessary to withstand loads, are determined.
This is the only way to count on the full and safe operation of the future metal structure. For control, you can perform verification calculations. It is advisable that another specialist deal with them, which increases the objectivity of the result obtained.
The strength of the weld will be reliable and consistent with the calculations only if the technology for forming the joints is followed. Nevertheless, the joints should be calculated in any case. Only precisely set parameters and load vectors ensure a strong and reliable welded connection.
Defects resulting from incorrect calculations
First of all, you need to firmly understand that the theoretical calculation of corner, T, lap or butt welds and practical reliability, as well as the service life of the metal structure, are links in the same chain. These factors are closely interrelated. For example, if the calculations are done somehow or ignored altogether, then the consequence of such a step will be a multiple increase in the risk of formation of defects in the welded joint. The result is a reduction in the service life, reliability or functionality of the metal structure.
The most common defects of this nature are:
- undercuts. They are grooves that are formed along or near the joint line. Lead to rapid destruction of the joint;
- pores. It is impossible to notice them visually (except for superficial ones). Formed due to the penetration of gases, which are a by-product of the melting of the metal and the electrode;
- lack of penetration. The result of insufficient heating of the steel, as a result of which gaps form at the joint;
- third party inclusions. A very dangerous mistake that leads to a significant reduction in the strength of the weld. Over time, cracks appear where impurities are contained;
- hot or cold cracks. The first type of defect is formed as a result of a violation of the welding technology. The simplest example is the incorrect selection of consumables. A cold crack is the result of metal oxidation and occurs after it has cooled.
Calculations using formulas help to avoid defects in work. They allow you to create high-quality welded joints that can withstand heavy loads during operation of metal structures.
Weld seam calculators
The necessary calculations can be performed without any skills. For this purpose, there are specialized calculators that allow you to calculate the parameters of butt, point or corner connections; calculate the optimal weld length. Using such a calculator, it is easy to check all the joints that exist today with different force loads and the direction of the applied efforts.
Mathematical calculations will help you choose the optimal type and size of weld for a specific design, and accurately determine the metal and consumables. Using calculations, you can accurately determine the geometry of the welded joint and check the degree of its strength.
It is not recommended to use fatigue load values for point connections, electric rivets and grooved joints. Calculation for these types of seams is not supported and the results obtained will be very approximate. It should also be borne in mind that the calculations do not take into account changes in the characteristics of metal workpieces that occur as a result of temperature changes and the occurrence of residual stresses.
Regulations
The main document regulating the geometry of welding seams is GOST 5264-80, according to which the main geometric characteristics are calculated using mathematical formulas. The cross-sectional dimensions and lengths according to GOST 5264-80 depend on the type of connection, the thickness of the structural parts, and the geometry of the processing of the end edges. In addition, when calculating the geometric parameters of welding joints, other regulatory documents are taken into account: SNiP II-23-81, instructions and technical regulations. Among all the geometric characteristics of welds, the main ones are the minimum length, width, depth, leg size and some others.