Craftsmen used a lathe to make a wide variety of products: dishes, spinning wheels, toys, furniture elements, and decorative items for the interior. A lathe allows the craftsman to create the most intricate and exquisite wooden shapes. Wood turning will be successful if, in addition to skillful hands, you have a high-quality tool, as well as solid and flawless wood.
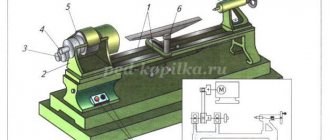
Lathe
Special equipment for processing wood on a lathe is not cheap. To learn turning, a regular drill attachment will also work. What you shouldn’t skimp on is chisels: cheap and low-quality ones usually become dull after the first experiments with hard wood and no longer cut, but tear the wood.
The cutting tool must remain sharp as long as possible!
In order for a product to be accurately processed, it must be properly mounted on the machine. For this purpose, special devices of various shapes and sizes are provided on lathes.
The more different accessories a lathe has, the easier and more accurate it will be to work on it.
Rough processing of wood is carried out at low speeds, finishing and grinding are performed at higher speeds.
For those who understand electricity, forum members are advised to use a stepless speed change with a variator. This is convenient because the speed can be changed from maximum to minimum on the go and without changing the belts.
Basic operations for wood processing on machines
Wood processing is a process that involves several woodworking machines. All of them have their own characteristics corresponding to their purpose. The quality of the parts directly depends on the quality of the woodworking machine. There are exactly 6 main processing stages. Each operation requires special equipment. Now in more detail.
Sawing
This operation begins the primary processing of wood. Since wood has a characteristic structure, the direction of the cut is important. Cutting along the material differs from cutting across or at a certain angle. At this stage use:
- Sawmill frames,
- Circular saws,
- Band machines.
Planing
This moment is necessary to remove defects, marks, roughness, etc. At this stage, three types of machines are used:
- Planing: the machine is equipped with one knife; it is almost never used in enterprises, but it is perfect for a private workshop; the knife of such a machine is located under the table.
- Planer: a machine that allows for more thorough processing because it is equipped with a large number of planing knives.
- Thicknesser: the machine differs from the previous ones in that the knife shaft is equipped above the table. The machine does an excellent job of adjusting to a specific size. The parts must first be processed on a jointer, i.e. a thicknesser is used in conjunction with a jointer.
Sometimes they make universal machines that perform the functions of a jointer and thickness planer, but they are suitable only for small workshops; they are not used in large-scale production.
When preparing building material, this stage will be the final one.
Milling
The main purpose of this stage is to give the desired shape. To complete the task, two types of machines are used:
- Vertical milling - it is used to create the shape and profile of a part (contour, edge), and make tenons, eyes, moldings. The equipment is suitable for the production of building elements (lining, plinths, window frames, etc.). A machine equipped with a tenoning carriage is used in the manufacture of parts that are connected using tenons.
- Copy-milling - production of parts with a curved contour on a large scale. At this stage, templates make the work much easier. Since workpieces come in different sizes, when choosing a milling machine, pay special attention to the dimensions of its table and spindle stroke.
Drilling
The fourth stage is drilling holes on the workpieces (through or blind). Here they use an alternative to a drill - a drilling machine, which guarantees quality assurance even with a large volume of work.
Turning
Giving the workpiece its final shape. The working machine of this moment is a lathe. It processes parts that can rotate:
- Balusters,
- Toys,
- Dishes,
- Parts for interior, furniture, etc.
There are two types of lathes - floor-mounted and table-top lathes. The first type is designed for large-scale production, the second - for processing parts no more than 1 meter long.
Grinding
The final (final) operation, the task of which is to make the part as smooth as possible. The work is performed on grinding equipment, which copes with the task in a few seconds. The main tool is an abrasive surface. Grinding machines come in several varieties, depending on their purpose.
- The drum grinds a flat surface - a sheet, a board, a shield;
- Disc - slats, slats, bars; grinding of planks is possible at different angles;
- Edge grinding - edge grinding;
- Combined - grinding of parts with complex configurations;
- Oscillatory - processing of parts with a cylindrical shape and a curved surface.
High-quality machines and equipment for wood processing are produced at NPF Tekhpromservice. All information on equipment and conditions for its purchase are posted on the company’s website.
Turning tools
Tools made of high-quality steel are considered good for turning work. They are expensive, but will last longer than regular chisels. To save money, you can buy cutters and handles for them separately. The standard length of the handle is about 25 cm, but you can use longer ones - 30 and 40 cm. With such a handle it is easier to guide the tool.
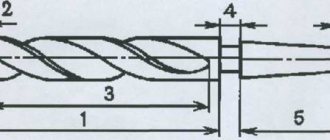
To turn wood on a lathe, the following types of cutting tools are used:
- a semicircular chisel is suitable for rough processing; it is used to give the workpiece a cylindrical shape;
- With a semicircular narrow and spindle-shaped chisel, thin grooves are cut across the fibers;
- the chisel can be of an oval profile or with a rectangular cut and different sharpening angles: it is used for finishing wood turning;
- Wedge-shaped and acute-angled cutters are used when it is necessary to make small indentations in the workpiece. They also separate the finished part from the edge of the workpiece. Using flat cutters, wide cuts are made parallel to the vertical axis of the workpiece;
- Experienced craftsmen also have a set of scrapers with different cutting edges: pointed, straight, rounded, or a universal scraper with interchangeable cutting attachments.
Processing technology
The principle of operation is the gradual removal of chips from the workpiece using a machine and hand tools.
The bed should be parallel to the body. You should not bend over your workplace or move far from it. The optimal distance is the length of the forearm. Installation height is at elbow level.
You need to observe working hours, take breaks every 20–30 minutes.
Primary processing of the blank is carried out by gripping the tool from above, closing the fingers from below. This is how a rough product is held securely at high lathe speeds.
It is more convenient to process a turned part with a lower grip . This position allows for more precise tool movement during finishing adjustments.
Stage 1: making preparations
Actions:
- You need to take a block of any type of wood. Its dimensions should differ slightly from the dimensions of the intended product.
- An ax is used to shape the workpiece into a cylinder. It is not recommended to attach a solid block to the machine: there is a high risk of injury from large pieces of wood flying off.
- The place where the shape will be turned is indicated (center of rotation).
Stage 2: choosing a chisel
To process a blank, 3 chisels are required:
- Grooved. Its semicircular shape is suitable for removing the rough top layer from the workpiece.
- Grooved semicircular concave. To prepare the product for finishing.
- Oblique. Helps in turning cones, trimming ends, and finishing.
Wood carving begins with sharpening chisels and other cutting tools.
Stage 3: fixing the workpiece
All machines have a place for fastening the workpiece. Often the fastener is a hexagon with spikes. To prevent the workpiece from falling out of the mechanism during operation, it is recommended to use a chisel to make indentations in its ends where the tenons fit.
The support bracket of the hand rest (hand support) is installed at a distance of 5 mm from the blank and slightly above the axis of rotation. As the volume of the workpiece is ground off, the tool rest is brought closer to the surface of the product, and the rear spindle of the machine is tightened every 5–10 minutes.
Workpieces for turning
For turning, do not use soft layered wood, since it will split into layers and it will not be possible to obtain a smooth surface when turning.
Coniferous wood is considered soft.
Most hardwoods are suitable for turning on a lathe. Birch, beech, maple and ash are distinguished by uniform, light-colored wood. Walnut, mahogany and teak are characterized by dark wood. Cherry, plum, elm, and oak have attractive wood textures.
Beginner turners are advised to use only dry wood without knots. Blanks are made from straight cuttings of trunks and branches or from square bars, having previously cut them into an octagon.
Machine selection
If you work with wood just for fun, and you don’t have a full-fledged workshop with a full set of all tools, then choosing a machine is a very important step. There are certain criteria that you should pay attention to when purchasing a machine:
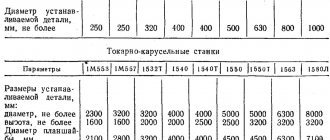
- the maximum size of the workpiece placed in the machine. The accompanying documents for the machine always indicate the turning diameter - the largest cross-section of the workpiece in the transverse direction, as well as the length of the bed - the maximum length of the workpiece
- power. Of course, the best machines are those with high power. However, an increase in power entails an increase in the dimensions of the machine.
- the material from which the bed and frame are made. The most stable machine will be with a steel frame and cast iron bed. But the mass of such a tool is quite impressive, so if you often move the machine, then take a closer look at lighter models. There are devices in which the frame and body are made of light alloys; they can be easily moved, even alone
- range of adjustment of the number of revolutions per minute. Fortunately, today all machines are equipped with this adjustment, so pay attention to the upper and lower limits of the range. For example, low speeds are necessary for rough processing of a parallelepiped, and high speeds are needed during finishing processing, when a perfectly smooth surface is required.