Steel bends are products that are used to change the direction of various pipelines. They are pipe segments bent at the desired angle. They are usually carried out using special pipe bending machines and are mounted on the pipeline by butt welding. The operational scope of these parts is incredibly wide, but they are most often used in the installation of oil, gas and water supply communications.
Bends for steel pipes are made of stainless steel, alloy steel, and they can also have a protective zinc coating
Scope of use of steel bends
Let's consider the main areas in which these products are used:
- plumbing systems;
- heating communications;
- industrial highways for various purposes;
- oil and gas industry;
- chemical industry;
- pumping stations.
Such products are used for wiring communications for any purpose, however, not all of their types are suitable for certain pipelines. For example, for laying main networks, as a rule, steeply curved seamless, stamped-welded, and bent products made of stainless steel, alloyed, and galvanized bends are used. This is due to the fact that such communications have large cross-sectional dimensions and can operate at high pressure in the working environment.
Helpful information! Welded bends are used for various communications. The pressure in such pipelines does not exceed 2.5 MPa. The cross-sectional indicators in such pipelines are usually more than 1000 mm.
For household communications, steeply curved or bent types of bends are an excellent solution. And point products are very popular when installing pipelines at enterprises that produce various mineral fertilizers.
Such a part as a bend can be found on a pipeline of any type and purpose.
As mentioned above, such a product provides rotation of the structure. Bends are used not only in pipelines, but also in communications responsible for cleaning indoor air. The most popular in this case is a galvanized ventilation outlet.
Purpose and scope
This representative of pipeline fittings connects individual sections of the pipeline into a single line, simultaneously setting the movement of the transported medium to the desired vector if the pipeline needs to change its direction or overcome some obstacle. Also, with the help of bends, pipes are removed from underground communication channels and placed on overpasses. They can be used to form compensators - units that perceive and compensate for the impact of unfavorable factors on the pipeline:
- spatial movements;
- shock and vibration loads;
- temperature deformations;
- displacements of soil and supports.
Steel elbows are in high demand for the construction of main and auxiliary process pipelines in many industries: from food to mining and metallurgy. They are also used in the oil and gas industry, mining, and other areas of the mining industry. The following can move through pipelines into which a steel outlet is integrated:
- water – drinking and technical, pure and with impurities, cold and heated;
- process fluids;
- liquid food and medicine;
- oil and its products, including fuels and lubricants;
- atmospheric air, natural gas and other gaseous substances;
- steam and steam-water mixture;
- mixed environments.
The fittings are installed in gravity and pressure pipelines and can be used at enterprises in the energy sector and other critical facilities. The largest consumer of such products is the housing and communal services sector - there they are used in household water supply systems, gas supply lines, sewer systems, and heating circuits.
Advantages of steel bends
Pipeline fittings are widely used in any installation, and steel turning parts are considered the backbone of any pipeline. Along with tees and transition elements, they play an important role in connecting communications and increasing its strength.
Let's look at the main advantages of these products:
- with the help of these products a smooth rotation of the pipeline structure is made;
- the characteristics of metal bends allow them to be used in difficult operating conditions - they have high strength characteristics and can also be operated at high pressure;
- steel products are resistant to temperature fluctuations;
- the cost of such bends is quite affordable;
- have a long service life when used in aggressive industrial conditions.
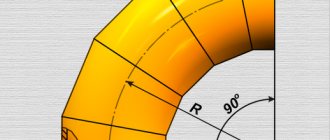
The most popular today are models that are curved at an angle of 45 and 90°.
The most popular parts are those with a rotation angle of 45 and 90 degrees.
PIPELINE PARTS WITH THREADED CONNECTION OR FLEX WELDED PIPE (LAPPED)
Such piping parts are made from forged materials and are classified according to their pressure and temperature ratings. They are available in sizes from 1/8" to 4" in four different pressure and temperature classes:
- Class 2000 - threaded only;
- Class 3000 and 6000 - available in both threaded and socket welded;
- Class 9000 – socket welded only.
Such parts are used for pipelines of small diameter and relatively low pressure.
Socket welded bends
Socket-welded tees and crosses
Threaded fittings
Materials
In order not to make a mistake when choosing a material, experts advise on operational features, as well as the type of working environment for which it will be used.
The following bends can be found on sale:
- carbon products;
- alloyed parts;
- stainless steel;
- bends are galvanized.
For general purpose communications, parts made from carbon steel are ideal. If the working environment in the system consists of aggressive chemicals, then in this case it is recommended to use stainless or alloyed bends.
Alloy steel products can be used at temperatures from −60 to +40 °C. The pressure they can withstand reaches 7.4 MPa. They are often used when installing pipelines in cold climates, as they have high resistance to corrosion at low temperatures.
Stainless steel bends are used in pipelines that transport hot media (water, steam), as well as chemically active substances with both alkaline and acidic conditions. Stainless steel is highly resistant to the damaging effects of corrosion and is therefore ideal for such purposes.
Today, galvanized bends are quite common. The material for such products is galvanized steel. Galvanized steel products are coated with a protective anti-corrosion layer at the production stage.
Parts made from stainless steel are the most resistant to corrosion and therefore durable
As a rule, this layer is represented by zinc, however, others (chrome, nickel, etc.) can also act as protective elements. The galvanized steel outlet can withstand fairly high pressure and is resistant to aggressive environments.
CONNECTORS
Couplings are used as an alternative to flanged connections in low-pressure, small-bore pipelines where pipe disassembly is required more frequently. Couplings can be threaded or welded. They consist of three parts: the nut, the female part and the male part. When the male and female ends are connected, the nuts provide the necessary pressure to seal the joint.
Types of bends
The range of metal bends is incredibly wide, due to their design features and various areas of use. Let's look at the main types of these products:
- steeply curved;
- stamp-welded;
- welded sectional;
- welded sector (segment);
- bent;
- point.
Steeply curved . All main parameters of such products are described in the relevant documentation (GOST 17235–2001, GOST 17235–83). They are produced by pulling a pipe. Broaching is performed through a special mold on pipe bending equipment, resulting in a high-quality part.
Steel bends for steeply curved pipes are usually made of carbon and stainless steel. The angle of the steep bend can be: 30, 45, 60 and 90°. The cross-sectional dimensions of such bends vary from 18 to 426 mm. The pressure to which such a tap is resistant is up to 16 MPa.
Stamp-welded. Such parts are made from sheets by welding. This production method allows us to obtain a thick-walled product with increased strength characteristics. Stamp-welded products can have cross-sectional dimensions up to 1420 mm. They are used in the main communications of the oil and gas industry. Stamp-welded parts are made from alloy or stainless steel and are regulated by technical specifications (TU).
Stamp-welded bends are thick-walled products used in pipelines with high operating pressure
Welded sectional. They are made from separate sections of pipes that are welded together, resulting in a finished part. The price of such bends is quite small, however, their strength and reliability indicators are lower than those of other types. Manufactured from carbon or low alloy steel. The cross-sectional dimensions of such parts vary from 108 to 1620 mm.
Note! As a rule, welded sectional products are used when installing pipelines that have low operating pressure (up to 2.5 MPa). The temperature in such communications should not exceed +425 °C.
Welded sector . Such bends are used in pipelines that have a large cross-sectional size. Such communications have a certain angle of rotation of the flow of the working medium, which is transported under low pressure. The angle of such a product depends on the operational features and can be: 30, 45, 60 and 90°.
Chiseled. This type is made from special cast blanks on a lathe. It is worth noting that spot products have the highest cost. This is due to the very complex technological process of their manufacture.
Their main advantages are:
- are manufactured with any wall thickness;
- resistant to high pressure (up to 100 MPa).
Bent. Such bends, as a rule, are used in cases where it is not possible to install a steeply curved version of the product on the pipeline. Bent parts do not have such a large bending radius as steeply curved parts, and are also equipped with a straight section. The angle of such products varies from 2 to 90°. Their use is regulated by relevant documentation (GOST and TU). Bent bends are installed in communications whose temperature ranges from −50 to +510 °C.
Bent bends are produced by bending hot or cold blanks using special bending equipment
Pressure indicators for such bends reach up to 100 MPa. Bending of such products is carried out using special pipe bending equipment. They can be bent both cold and hot.
Sizes of steel bends
The angles of these products may be different, as well as the diameter sizes, however, all products are subject to certain standards. Standard angles are usually:
- 15°;
- 30°;
- 45°;
- 60°;
- 90°;
- 180°;
The weight of the part can also be different and depends on its diameter. This dependency is shown in the table below.
Table 1
| Du, mm | Weight, kg |
| 820 | 376 |
| 720 | 275 |
| 630 | 219 |
| 530 | 138–153 |
| 426 | 78–97 |
| 377 | 61–75 |
| 325 | 39–56 |
| 273 | 27–35 |
| 219 | 13–20 |
| 159 | 6,1–11 |
| 133 | 3,3–5,7 |
| 114 | 2,2–3,8 |
| 108 | 2,5–3,6 |
| 89 | 2,3 |
The choice of part is made taking into account the size of the pipeline. There are bends of various cross-sections (from 89 to 2000 mm). It is also worth noting that, if necessary, in production you can make an individual order for a rotating element, which will differ in diameter or have a non-standard angle.
Welding of bends
The process of installing a rotating element on a pipe is a rather complicated undertaking and requires special skills in this area. Such welding is carried out only by specially trained welders.
Welding of bends can be performed using different methods, each of which has its own rules
Installation of the outlet on the pipeline is carried out in compliance with the necessary standards set out in the relevant instructions (for example, VSN-006-89).
Important! Before starting welding work, you must make sure that the surfaces being welded do not contain any defects. If any defects are found, they must be corrected.
It is worth remembering that you need to control the displacement of the inner edges. There is a rule in this regard: when welding a pipe and a bend with equal cross-sectional indices, the displacement should not exceed 2 mm. Centering of products is carried out using special devices - rotators.
In manual electric arc welding, processing of the first root weld is performed with direct current. In case of a break, it is necessary to maintain the required temperature at the welding site. After completing the first welding line and after grinding it, proceed to the second seam. The time between these two events should not be more than 5 minutes. This is due to the fact that the second line must pass along the uncooled root seam. Once both lines have been completed, fill grooves and capping joints are made. The facing seam must protrude 1–3 mm above the surface of the pipeline.
Pipe rotator
In production, welding of bends to pipes is carried out using special equipment. Typically, these special equipment are rotators. The parts to be welded are clamped in the device and rotate around their axis, which makes it possible to perform high-quality welding of the outlet.
Let's consider the main advantages of using a rotator when welding a rotary product with a pipe:
- allow you to weld pipes with large diameters;
- the use of an autonomous drive in the rotator design allows you to regulate the rotation speed of the part;
- ensure precise alignment of pipes;
- can work not only with straight parts, but also with more complex, from a structural point of view, elements (for example, tees).
Today, there are many types of bends that allow you to solve any problem when installing pipelines. At the same time, a wide range of these products obliges specialists to study a large amount of information in order to know and comply with the features and rules for using all such products.
Swage Reducer Nipple
Such transitions are similar to conventional ones, but are small in size and are used to connect pipes with smaller pipes, with threaded connections or socket welds. They can also be either concentric or eccentric. Transitions can also have different ends: for example, both smooth ends or one plain and one threaded end.
ELLIPTICAL PLUGS
A plug closes the end of a pipe and is used at the dead end of a piping system. Plugs are also used in pipeline manifolds for future connections.