Drilling, countersinking and reaming
TO
category:
Drilling metal
Drilling, countersinking and reaming
Next: Metal Milling
Drilling, countersinking and reaming are carried out on various types of drilling machines, aggregate boring machines, as well as turning machines. In addition, these operations can be performed using hand and mechanical drills.
Drilling. Drilling is a machining operation to produce holes in a solid material. Drills of various designs are used as cutting tools for drilling. The main movement when drilling is rotational, the feed movement is translational. On general purpose drilling machines and boring machines, the main movement is the drill; on lathes and special drilling machines for deep drilling, the drill has only translational motion, and the workpiece has rotational motion; this determines higher processing accuracy.
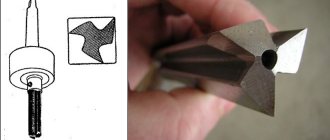
Rice. 1. Twist drill
During drill operation, the transverse edge does not cut, but presses the metal of the workpiece. It was found that about 65% of the feed force occurs at the transverse edge.
Rice. 2. Double sharpening of twist drill
To facilitate the working conditions of the drill, the transverse edge is sharpened. For the same purpose, drills working on cast iron and steel are double sharpened with an angle of 2 ft! = 75-80°. The width b of the rear surface of the second sharpening is made within 0.18-0.22 of the drill diameter. As a result of double sharpening, the width of the chip increases at the expense of the thickness, the leading angle decreases, and therefore the durability of the drill increases.
Centering drills are used for drilling center holes when centering workpieces. These drills are made combined and double-sided for better use of tool steel.
Feather drills are made in the form of blades. They are rarely used, mainly when drilling holes in hard forgings and castings.
Drills with carbide inserts are manufactured with a diameter of 3 to 50 mm and are used for drilling bleached cast iron, hard steels, etc.
Deep holes are defined as holes having a length five times or more greater than their diameter.
Drills for deep drilling are manufactured with a diameter of 6 to 100 mm. Drilling holes with such drills is carried out on special drilling machines, and in most cases, only the feed movement is communicated to the drill, and the main movement (rotational) is transmitted to the workpiece.
Rice. 3. Center drill
Rice. 4. Feather drill
Rice. 5. Drill with carbide insert
In Fig. 6 shows a gun drill made from a round rod. The cutting edge of the drill is formed by the front surface and the rear surface (unilateral cutting).
Rice. 6. Gun drill
Rice. 7. Gun drill
Rice. 8. Countersinking scheme
In addition to gun drills, the following are used for drilling deep holes: a) gun drills for drilling holes of small diameter and great depth. These drills are hollow inside (to supply coolant) and have a groove to drain the liquid along with the chips; b) single- and double-cut drills for drilling deep holes of medium and large diameters; c) heads for circular drilling of deep holes of large diameter. Qi.nozny drilling of metal with diameters over 100 mm is unprofitable, therefore, in such cases, hollow drilling heads with cutters fixed in them are used.
Countersinking. Countersinking is a machining operation by cutting the walls or inlet of a hole; countersinking is carried out using holes obtained during casting or forging (black) or pre-drilled holes. The purpose of countersinking is to obtain more accurate dimensions of holes and the position of their axes, shaped processing of the end (input) part of the hole to obtain recesses for screw heads, etc.
The cutting process during countersinking is similar to the simultaneous operation of several boring cutters, which in this case can be considered countersink teeth.
There are four main types of countersinks: for expanding holes, for producing cylindrical recesses of holes, for producing conical recesses for holes, for cleaning end surfaces.
Countersinks for expanding holes are made three-pronged (for holes up to 30 mm) and four-pronged (for holes up to 100 mm). In Fig. 9, a shows a three-tooth countersink with a conical shank for mounting in the machine spindle, and in Fig. 281, b - four-tooth mounted countersink. In order to increase productivity, countersinks are equipped with plates made of hard alloys.
In addition to solid countersinks, countersinks with inserted knives made of high-speed steel or reinforced carbide alloys are also produced. The advantage of such countersinks is the saving of high-speed steel and the ability to regulate the processing diameter. Mounted countersinks with insert knives can have 6 teeth -
Processing with countersinks ensures correction of the axis with holes, increases accuracy to 4-5 classes and surface cleanliness to 4-6 classes:
Countersinks for producing cylindrical recesses (Fig. 281, c) have a guide pin, which is manufactured integrally with the countersink body or (in other designs) made replaceable.
Countersinks for producing conical recesses - countersinks (Fig. 281, d) - most often have an angle 2cf> = 60o, less often 75, 90 and 120°. The number of teeth in countersinks ranges from 6 to 12.
Countersinks for cleaning end surfaces (Fig. 281, d) have teeth only at the end. The number of teeth of these countersinks, depending on their diameter, can be 2, 4 or 6.
In addition to those described, there are also combined countersinks for producing stepped holes. These countersinks allow complex processing to be carried out on a simple machine, thereby reducing the cost of processing.
Rice. 9. Countersinks
Deployment. Reaming is a machining operation that involves cutting the walls of holes in order to obtain high precision and surface finish. When unfolding, a layer of metal of a few tenths of a millimeter is removed from the walls of pre-processed holes (by drilling and countersinking or just drilling); holes are obtained within the 1-3 accuracy classes and 6-9 cleanliness classes. To obtain accurate and clean holes, sequential rough and finishing reaming is used.
Rice. 10. Sweeps
According to the shape of the hole being machined, reamers are divided into cylindrical and conical.
Reamers, just like countersinks, are made with tail and attachment ones.
The working part 1 of the cylindrical reamer consists of a cutting part 2 of the calibrating part and a rear cone. The number of reamer teeth is taken even (six or more) to achieve an accurate measurement of the reamer diameter. To avoid obtaining a faceted hole, the distribution of teeth around the circumference is made uneven, but taking into account that it is possible to measure the diameter along the tape (variation in steps of 1-4°).
According to the method of application, reamers are divided into machine and manual; by design - solid and prefabricated with insert knives. To increase durability, the cutting part of the teeth is reinforced with hard alloy plates.
Hole making: types of operations and tools used
Hole processing is a whole series of technological operations, the purpose of which is to bring the geometric parameters, as well as the degree of roughness of the inner surface of pre-made holes, to the required values.
The holes that are processed using such technological operations can be previously obtained in solid material not only by drilling, but also by casting, punching and other methods. Processing a drilled hole with a cylindrical countersink
The specific method and tool for processing holes are selected in accordance with the characteristics of the desired result. There are three methods for processing holes - drilling, reaming and countersinking. In turn, these methods are divided into additional technological operations, which include drilling, counterboring and countersinking.
To understand the features of each of the above methods, it is worth considering them in more detail.
Drilling
To process holes, they must first be obtained, for which various technologies can be used. The most common of these technologies is drilling, performed using a cutting tool called a drill.
Main parts of a twist drill
Using drills installed in special devices or equipment, both through and blind holes can be produced in solid material. Depending on the devices and equipment used, drilling can be:
- manual, performed using mechanical drilling devices or electric and pneumatic drills;
- machine tools, carried out using specialized drilling equipment.
The physics of drilling holes
The use of manual drilling devices is advisable in cases where holes, the diameter of which does not exceed 12 mm, need to be obtained in workpieces made of materials of small and medium hardness. Such materials include, in particular:
- structural steels;
- non-ferrous metals and alloys;
- alloys made of polymer materials.
If it is necessary to make a hole of a larger diameter in the workpiece, and also to achieve high productivity of this process, it is best to use special drilling machines, which can be desktop or stationary. The latter, in turn, are divided into vertical and radial drilling.
Reaming, a type of drilling operation, is performed in order to increase the diameter of a hole previously made in a workpiece. Drilling is also performed using drills whose diameter corresponds to the required characteristics of the finished hole.
The physics of drilling holes
This method of processing holes is undesirable for those that were created by casting or through plastic deformation of the material. This is due to the fact that sections of their inner surface are characterized by different hardness, which causes uneven distribution of loads on the drill axis and, accordingly, leads to its displacement. The formation of a layer of scale on the inner surface of a hole created by casting, as well as the concentration of internal stresses in the structure of a part made by forging or stamping, can cause the drill not only to move from the required trajectory when drilling such workpieces, but also to break.
When performing drilling and reaming, it is possible to obtain surfaces whose roughness will reach Rz 80, while the accuracy of the parameters of the hole being formed will correspond to the tenth grade.
Types of work performed on drilling machines
Drilling machines perform drilling, reaming, countersinking, reaming, countersinking, counterbore, processing stepped holes and cutting internal threads. By drilling (Fig. 16, a) through and blind holes are obtained. By drilling (Fig. 16, b) the diameter of the previously drilled hole is increased.
Countersinking (Fig. 16, c) also increases the diameter of the hole, but compared to drilling, countersinking allows for greater accuracy and processing productivity.
Countersinking can be used to process holes made in a workpiece by casting or pressure. Reaming (Fig. 16, d) is a finishing operation that ensures high hole accuracy. Reaming is used to process cylindrical and conical holes after countersinking or boring. Countersinking (Fig. 16, e, f) processes cylindrical and conical recesses for the heads of bolts and screws. To ensure perpendicularity and alignment of the machined surface to the main hole, the cutting tool (countersink) is equipped with a guide cylinder (Fig. 16, e).
Countering (Fig. 16, g, h) is used to process the end support planes for the heads of bolts, screws and nuts. The perpendicularity of the machined end surface to the main hole is ensured by the guide cylinder of the cutting tool (counterbore). Using a centering drill (Fig. 16, i) the center base holes in the shafts are processed. Internal threads are processed with taps (Fig. 16, j). In this case, the feed speed must be equal to the thread pitch (So = h). Complex surfaces are processed with a combined tool (Fig. 16, l).
Rice. 16. Schemes for surface treatment on drilling machines: a – drilling; b – drilling; c – countersinking; d – deployment; d, f – countersinking; g, h – countersinking; and – processing of basic center holes; k – cutting internal threads; l – processing of complex surfaces
Rice. 17. Processing of precise conical holes: a – countersinking with a stepped countersink; b – rough deployment; c – final deployment
The processing scheme for a precise conical hole is as follows: drilling a cylindrical hole; countersinking with a stepped conical countersink (Fig. 17, a); reaming with a conical reamer with chip separating grooves (Fig. 17, b); deployment with a smooth conical reamer (Fig. 17, c).
Countersinking
With the help of countersinking, performed using a special cutting tool, the following tasks related to the processing of holes produced by casting, stamping, forging or through other technological operations are solved:
- bringing the shape and geometric parameters of the existing hole into accordance with the required values;
- increasing the accuracy of the parameters of a pre-drilled hole up to the eighth grade;
- processing of cylindrical holes to reduce the degree of roughness of their internal surface, which, when using such a technological operation, can reach a value of Ra 1.25.
When countersinking, less cutting force is applied than when drilling, and the hole is more accurate in shape and size
If it is necessary to subject a hole of small diameter to such processing, it can be performed on tabletop drilling machines. Countersinking of large diameter holes, as well as processing of deep holes, is carried out using stationary equipment installed on a special foundation.
Manual drilling equipment is not used for countersinking, since its technical characteristics do not provide the required accuracy and surface roughness of the hole being machined. Varieties of countersinking are technological operations such as counterbore and countersinking, which use various tools to process holes.
Conical countersinks for metal
Experts give the following recommendations for those who plan to perform countersinking.
- Countersinking should be carried out during the same installation of the part on the machine in which the hole was drilled, and only the type of tool used changes from the processing parameters.
- In cases where an unprocessed hole in body-type parts is subjected to countersinking, it is necessary to control the reliability of their fixation on the machine table.
- When choosing the amount of allowance for countersinking, you need to focus on special tables.
- The modes in which countersinking is performed must be the same as when drilling.
- When countersinking, the same occupational health and safety rules must be observed as when drilling on plumbing equipment.
Countersinking and countersinking
When performing countersinking, a special tool is used - a countersink. In this case, only the upper part of the hole is processed. This technological operation is used in cases where in this part of the hole it is necessary to form a recess for the heads of fasteners or simply chamfer it.
What is the difference between countersinking and countersinking?
When performing countersinking, certain rules are also followed.
- This operation is performed only after the hole in the part is completely drilled.
- Drilling and countersinking are performed in one installation of the part on the machine.
- For countersinking, set low spindle speeds (no more than 100 rpm) and use manual tool feed.
- In cases where countersinking is carried out with a cylindrical tool whose trunnion diameter is greater than the diameter of the hole being machined, the work is performed in the following sequence: first, a hole is drilled, the diameter of which is equal to the diameter of the trunnion, countersinking is performed, then the main hole is drilled to a given size.
The purpose of this type of processing, such as counterbore, is to clean the surfaces of the part that will come into contact with nuts, bolt heads, washers and retaining rings. This operation is also performed on machines and using a counterbore, for installation of which mandrels are used on the equipment.
Radial drilling machines
The radial drilling machine belongs to the category of universal ones, which is why it has become very popular in production. Its main purpose is to process holes. Capable of performing the entire range of basic operations typical of radial drilling machines - drilling and reaming. It can also be used for countersinking. The basic operations also include the operations of reaming, trimming ends, cutting threads using taps, etc.
The range of operations performed by a radial drilling machine can be significantly increased by using fixtures and special tools. For example, the use of appropriate equipment on a 2n55 radial drilling machine makes it possible to turn internal grooves, cut round plates from sheets and many other operations that are normally performed on boring machines.
The radial drilling machine 2n55 uses preselective control of speeds and feeds, and easy hydraulic control of the spindle friction. It is possible to disconnect the spindle from the gearbox; there are reliable hydraulic clamps of the column and drilling head, which can work both together and separately. All controls of a radial drilling machine are located in a small area. All of the above can significantly reduce auxiliary time. If frequent tool changes are required when working on a radial drilling machine, machine manufacturers recommend using a quick-change chuck, and when cutting threads, a safety chuck for taps.
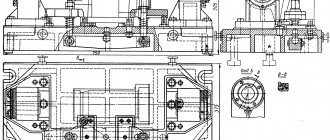
The 2C550 radial drilling machine (Fig. 3) is designed for processing holes in medium and large parts. The 2C550 drilling machine performs the following types of work: drilling, countersinking, reaming, facing and threading. The 2C550 radial drilling machine is effectively used in individual, small-scale and mass production.
Deployment
The reaming procedure involves holes that were previously drilled into the part. An element processed using such a technological operation can have accuracy up to the sixth grade, as well as low roughness - up to Ra 0.63. Reamers are divided into rough and finishing, and they can also be manual or machine.
Cylindrical manual reamers 24Н8 0150
The recommendations that should be followed when performing this type of processing are as follows.
- Allowances in the diameter of the hole being machined are selected according to special tables.
- When using a hand tool that is rotated only clockwise, first perform rough reaming and then finish reaming.
- Steel parts are processed with the obligatory use of coolant, while cast iron parts are processed dry.
- Machine reaming is carried out immediately after drilling on the machine - with one installation of the part.
- To control the quality of the result, special calibers are used.
What is a countersink?
This is a cutting tool, the design of which is formed by a functional processing part and a shank holder. Externally, some types of countersinks resemble drills, but they are much stronger. And an even more important difference is the presence of at least three cutting edges, which provide more efficient removal of excess metal. By the way, this is also different from the reaming of holes, which sometimes requires intensive chip removal in order to achieve a more accurate workpiece shape. But in a countersink, several cutting edges also act as a kind of tool stabilizer. This aspect ensures uniform edge processing, which affects the accuracy of the operation. However, the quality of the result will also depend on how correctly the type of tool was chosen.
"Drilling, countersinking, countersinking and reaming of holes"
In the work of a mechanic in the manufacture, repair or assembly of parts of mechanisms and machines, there is often a need to obtain a wide variety of holes in these parts. To do this, the operations of drilling, countersinking, countersinking and reaming holes are performed.
The essence of these operations is that the cutting process (removal of a layer of material) is carried out by rotational and translational movements of the cutting tool (drill, countersink, etc.) relative to its axis. These movements are created using manual (rotary, drill) or mechanized (electric drill) devices, as well as machine tools (drilling, lathe, etc.).
Drilling is one of the types of making and processing holes by cutting using a special tool - a drill.
Like any other cutting tool, the drill works on the wedge principle. According to their design and purpose, drills are divided into feather, spiral, centering, etc. In modern production, mainly spiral drills and, less often, special types of drills are used.
There are 2 helical grooves on the guide part, through which chips are discharged during the drilling process. The direction of helical grooves is usually right. Left-handed drills are used very rarely. Narrow stripes on the cylindrical part of the drill are called ribbons. They serve to reduce friction between the drill and the walls of the hole (drills with a diameter of 0.25–0.5 mm are made without bands).
The cutting part of the drill is formed by 2 edges located at a certain angle to each other (apex angle). The size of the angle depends on the properties of the material being processed. For steel and cast iron of medium hardness it is 116–118°.
The shank serves to secure the drill in the machine spindle or drill chuck and can be conical or cylindrical. The conical shank has a tab at the end, which serves as a stop when pushing the drill out of the socket.
The drill neck connects the working part and the shank and serves to release the abrasive wheel during the grinding process of the drill during its manufacture. The drill brand is usually marked on the neck.
Drills are made mainly from high-speed steel or hard sintered alloys of the VK6, VK8 and T15K6 brands. Only the working (cutting) part of the tool is made from such alloys.
Types of countersinks
The simplest conical models of countersinks consist of a cutter and a shank. The cone angle in the working part can vary from 30 to 120 °. A more complex variation of the tool is the end-tooth cutter. The average number of teeth ranges from 4 to 8. Accordingly, the more precise the countersinking is required, the smaller the cutter surface should be. There are also cylindrical devices that have a guide pin. It fits into the holes being formed, thus ensuring that the formed cylindrical recess coincides with the axis of the hole. This is a universal technique in which drilling, countersinking and reaming of holes are carried out with a tool of a single formation. As a result, the hole formation cycle is simplified and the quality of cleaning adjacent surfaces is improved. Almost all models of countersinks are made from alloy and carbon tool steels.
Hole machining: methods and their applications
It is unlikely that the manufacture and assembly of any mechanism is possible without drilling and subsequent processing of holes in it, because drilling and plumbing have become simply inseparable concepts. In the same way, it is impossible to do without drilling in most other areas of activity. And after you make a hole in anything (no matter using drilling or others), you need to process it to adjust the dimensions and reduce the roughness of the walls.
Holes are processed using several methods, depending on the requirements for the workpiece. In particular, there are 3 main methods (drilling, countersinking and reaming), as well as varieties of these methods (drilling, countersinking, countersinking). Let's consider all these processes in more detail.
Drilling
As you might guess, before machining a hole you need to do something to make it. So, the most common and common method of making holes is drilling.
Drilling is a type of machining for the purpose of forming holes, performed with a drill. This process can be “manual” (as you might guess, it is done with hand tools), as well as “machine” (performed on special machines).
Typically, to make a hole less than twelve millimeters in not particularly hard materials (such as structural steel, non-ferrous metals and alloys made from it, as well as polymer alloys), hand-held drilling devices are used.
And in order to make holes larger than 12 millimeters or to improve productivity in the case of mass production, the drilling process takes place on stationary or desktop drilling equipment (machines). The first ones are vertical or radial drilling.
Thread cutting on aluminum
Internal and external threads on duralumin parts are made using all conventional methods of mechanical processing, also by rolling with plastic deformation of the material (sketch 5). The ideal threads are made on thermally hardened duralumin alloys. Up to a diameter of 6 mm, ordinary taps for steel are used, and for large diameters, special taps for aluminum are used. Aluminum taps have larger flutes to remove chips.
READ Chain Sharpening Machine Sadko
To make external threads, ordinary dies are usually used, as well as plastic rolling methods without the formation of chips.
Sketch 5 – Cutting threads in aluminum
Reaming
Hole drilling is a subtype of conventional drilling. At its core, it is an expansion of the size of the hole made earlier. Drilling holes is also done with drills.
Advice: It is highly not recommended to try to drill holes formed not by drilling, but by other methods, such as stamping. The reason is that such holes differ in the different hardness of the material of the internal walls.
During casting, scale is formed. During forging and stamping, non-uniform internal stress occurs in different places of a metal workpiece. This results in the drill being subjected to constantly changing loads during machining. And this can cause a displacement of the drill axis or even breakage.
If you process holes using a similar method (drilling and reaming), you can achieve X quality (accuracy measurement). The roughness after drilling at the hole walls is possible within the limits of no more than Rz 80.
Countersinking
The name “countersinking” was used to describe mechanical processing by cutting previously made holes. Its main purpose is to give the hole the desired shape and get rid of various defects, as well as increase accuracy (up to the VIII grade), reduce the roughness index (Ra 1.25 or less).
If the hole is not particularly large, then similar processing is done on a regular table-top machine, but if you need to process a larger hole, then it is easier to do it using special equipment on the foundation.
Separately, we note that there is no point in using manual equipment. It is simply impossible to achieve the desired indicators with it.
Countersinking has 2 subtypes, such as countersinking and countersinking.
When countersinking holes, you need to adhere to a number of rules:
- Drilling and countersinking are performed during one approach. Countersinking must be done after completion of drilling work, without removing the parts from the machine fixtures. In fact, during one “approach” the part is processed with two tools.
- When countersinking holes that have not been processed in housing parts, the part must be securely and firmly fixed.
- When choosing the size of the allowance, be sure to do this according to special tables.
- Countersinking must be done in the same operating mode of the machine as drilling in front of it.
- Labor safety rules must be observed similar to those used during drilling.
Countersinking
Countersinking is the finishing of cylindrical or cone-shaped holes that are intended to form recesses for recessed fastener heads. This is done with a special tool called a “countersink”.
There are a number of rules that must be followed when countersinking holes:
- A hole is countersunk only after it has been completely drilled.
- Drilling and countersinking holes are performed during one approach. Countersinking must be done after drilling is completed, without removing the parts from the machine fixtures. During one “approach”, processing is carried out with two tools.
- You can only use a low spindle speed (no more than 100 rpm), and at this time you need to use an emulsion. The processing depth can be checked with a regular caliper.
- If you use a cylindrical countersink for countersinking, in which the trunnion size exceeds the size of the hole that needs to be machined, you need to do the following. First, a hole is drilled that is the same size as the trunnion. Then it is countersinked, and after all this it is drilled to the desired size.
Deployment
Reaming is done by cutting. This type of processing guarantees increased accuracy (up to grade VI) and a minimum Ra of 0.63 or less.
During the process, a tool called a reamer removes microscopic chips from the walls of the hole. Deployment is done either manually or on machines (most often these are stationary machines).
Deployment also has its own rules:
1. It is necessary to strictly adhere to the allowance amount, according to special tables.
2. If deployment is done manually, it must be carried out in 2 stages: first rough, and then finishing.
3. When reaming a hole in a steel workpiece, the surface to be processed must be lubricated with an emulsion (mineral oil is also suitable). If the workpiece is made of cast iron, no lubrication is required.
4. If deployment is done manually, it must be done exclusively in a clockwise direction. Otherwise, the walls may be damaged by chips. By the way, the hole needs to be cleared of it from time to time.
5. Drilling and reaming holes must be done in one “approach”, without removing the part from the fasteners and processing the part with two tools in turn.
Safety, general tips
When working with power tools, it is important to remember human safety and prevent premature wear of the tool and possible defects. In this regard, we have collected some useful tips:
- Before work, you need to check the fastenings of all elements.
- When working on a machine or with an electric drill, clothing should not contain elements that could be affected by rotating parts. Protect your eyes from chips with glasses.
- When approaching the metal surface, the drill must already be rotating, otherwise it will quickly become dull.
- You need to remove the drill from the hole without turning off the drill, reducing the speed if possible.
- If the drill does not penetrate deep into the metal, it means that its hardness is lower than that of the workpiece. Increased hardness of steel can be detected by running a file over the sample - the absence of traces indicates increased hardness. In this case, the drill must be selected from carbide with additives and operated at low speeds with low feed.
- If a small-diameter drill does not fit well in the chuck, wrap a few turns of brass wire around its shank, increasing the grip diameter.
- If the surface of the workpiece is polished, put a felt washer on the drill to ensure that it does not cause scratches even when it comes into contact with the drill chuck. When fastening workpieces made of polished or chrome-plated steel, use fabric or leather spacers.
- When making deep holes, a rectangular piece of foam placed on a drill can serve as a meter and at the same time, while rotating, blow away small chips.
rmnt.ru