01/28/2021 Author: VT-METALL
Issues discussed in the material:
- Rules for drilling holes
- Technology for drilling through, blind and other types of holes
- Through Drilling Tools
- Safety precautions when drilling
Blind and through drilling are the most common operations for producing holes of various parameters. In this case, it is necessary not only to select the correct diameter and type of drill, but also to ensure its correct sharpening, choose the appropriate drilling method, and also observe a number of other nuances.
Compliance with safety precautions is no less important. In our article we will tell you what the essence of through and blind drilling technology is, we will talk about the necessary tools for this and proper operation of the machine.
Rules for drilling holes
Holes can be drilled in two ways: according to markings or jigs - the method is selected based on the quantity and quality of the workpieces. During work, the master must follow these rules:
- When through drilling, it is important to consider how the part is secured: if on a table, it is placed on a support to ensure free exit of the drill.
- The drill is brought to the workpiece after the spindle begins to rotate. This ensures a relatively low load when touching the workpiece surface, otherwise there is a risk of damage to the cutting edges of the tool.
- The spindle rotation should not stop when the drill is inside the part. Failure to comply with this rule may result in damage to the instrument.
- If a grinding noise is heard during operation, or there are vibrations due to jamming, misalignment, or wear of the drill, it is necessary to remove the drill from the workpiece as quickly as possible, then stop the machine.
- When creating deep holes (l > 5d, where I is the depth of the hole, mm; d is the diameter of the hole, mm), the drill is removed from the workpiece from time to time to lubricate it and free it from chips. Such procedures can significantly reduce the likelihood of tool breakage or dulling too quickly.
- Holes with a diameter of more than 25 mm are drilled in solid metal in two transitions with drilling or countersinking.
- Drilling is carried out in accordance with the modes recorded in technological maps, reference tables, or according to the recommendations of the foreman/technologist.
- Holes in workpieces made of steel and viscous materials are made using cutting fluids. As a result, the tool is protected from premature wear and cutting conditions are increased.
Drilling through and blind holes according to markings is used in the production of piece workpieces and small batches, because in this case the production of jigs turns out to be impractical from a financial point of view. The driller receives workpieces with marked control circles and the center of the planned hole. Or he can do all the necessary markings himself.
The marking method involves preliminary and final drilling. At the first stage, manual feed is used, while a small hole is drilled (d = 0.25). Next, the spindle and drill are retracted, the chips are removed, and the result is checked against the previously prepared markings.
If no errors were made during the manufacture of the preliminary hole, the work is completed. If the hole has shifted relative to the planned zone, adjustment is necessary. To do this, use a narrow chisel to cut 2-3 grooves on the side of the center into which the displacement will be made. The grooves will help guide the drill to the intended location. When the offset is removed, you can complete the job.
Recommended reading
- Cutting copper with a laser: advantages and disadvantages of technology
- Types of metal cutting: industrial applications
- Metalworking according to drawings: convenient and profitable
Another method for drilling through holes involves using a jig. Directing the cutting tool and fixing the workpiece according to the requirements of the technological process can be carried out using different jigs. The permanent mounting bases of the device and the jig bushings give the drill direction and ensure higher processing accuracy. In this case, the worker performs several simple actions: installs the jig, the workpiece and removes them, turns the spindle feed on and off.
Technology for drilling through, blind and other types of holes
- Drilling blind holes.
Similar operations are performed using a sleeve stop on a drill or a measuring ruler fixed on the machine. The drill is brought into contact with the surface of the part, drilled to the depth of the drill cone and the initial position is marked on the ruler using the pointer. Next, the specified drilling depth is added to the resulting indicator. The result is a figure up to which work must be carried out.
There are drilling machines with a stop provided on the measuring ruler - its lower edge is set at the number to which you need to drill. Then the structure is secured with a screw.
VT-metall offers services:
Many units have automatic feed mechanisms with dials; they set the drill stroke to the required depth.
When working with blind holes, it is important to periodically remove the drill from the workpiece, remove the chips and measure the resulting depth using a caliper depth gauge.
- Drilling partial holes or half holes.
If the hole is located at the edge of the workpiece, a plate of similar material is placed against the workpiece and clamped in a vice. Then they make a full hole and remove the excess element.
- Drilling through holes.
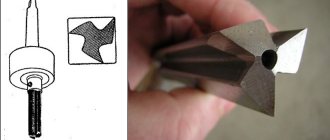
For through drilling in a square, it is fixed in a vice, providing a wooden lining. First of all, complete drilling and checking along control circles are carried out. If the drill has slipped, the situation is corrected and work on the hole is completed. Next, the square is moved and installed in the same pattern to make a new hole.
Drilling holes in planes at an angle has its own subtleties, because it is important to avoid breakage and deflection of the tool. Therefore, they begin by preparing a site perpendicular to the axis of the future hole (it is milled or countersunk), wooden inserts or linings are installed between the planes, and then they begin normal drilling.
Working with a cylindrical surface also begins with preparing a site perpendicular to the drilling axis. Be sure to mark the center and then drill a hole, as is done on a plane.
Creating holes in hollow parts differs from other methods of drilling through holes in that it requires plugging the cavity with a wooden plug.
There are two methods to drill shouldered holes:
- They start by preparing a hole with the smallest diameter, which is then drilled out to one or two larger diameters within the depth of each step. Drills are changed in accordance with the number of steps, gradually increasing the diameter.
- Use a drill of the largest diameter, after which they move on to drills of a smaller diameter according to the number of steps.
The described approaches allow you to avoid the drill moving to the side due to good alignment. It is worth mentioning that the second method simplifies measuring the depth of the hole, since the depth gauge rests on its bottom.
To achieve maximum accuracy, make two passes. For the first, use a drill with a diameter 1–3 mm smaller than the diameter of the future hole, protecting the work from the harmful effects of the jumper. Then the hole is drilled to size, it is important that the drill is not dull.
Cleaner holes are obtained by through drilling with low automatic feed with parallel active cooling and constant removal of generated chips.
For small-diameter holes, high-precision machines with appropriate feeds or ultrasonic and electric spark methods are best suited. Whereas large diameters require reaming of the drilled holes. However, you need to understand that you should not drill holes made by casting, stamping and other methods. The fact is that here the center of the hole does not coincide with the axis of the drill, which is why the latter usually leads away strongly.
Philosophy and psychology of holes[edit]
Small potholes on the road surface.
Great Blue Hole near Ambergris Caye, Belize, an underwater drainage well. It has been noted that holes occupy an unusual ontological position in human psychology in that people tend to treat them as material and countable objects when in fact they represent the absence of something in another object. [13] An example of this reasoning can be found in the lyrics of the Beatles' song "A Day in the Life" from their 1967 album Sgt. Pepper's Lonely Hearts Club Band
:
I read the news today, oh boy: four thousand holes in Blackburn, Lancashire. And although the holes were quite small, They had to count them all, Now they know how many holes it takes to fill the Albert Hall. [14]
The 4000 Holes link was written by John Lennon and inspired by the Far & Near
from the same January 17 edition
the Daily Mail
, which also served as inspiration for the song's previous verses. Under the heading 'Potholes on our roads' the note said: 'There are 4,000 potholes in the road in Blackburn, Lancashire, or one twenty-sixth of a pothole per person, according to a council survey. If Blackburn is typical, there are two million holes on UK roads and 300,000 in London." [15] Holes are also called ontological parasites because they can only exist as aspects of another object. [13] The psychological concept of a hole as a physical object is taken to its logical extreme in the fictional concept of a portable hole, introduced in role-playing games and characterized as a "hole" that a person can carry with them, store things in, and introduce themselves as needed. [16]
Some people have an aversion to the sight of irregular patterns or clusters of small holes, a condition called trypophobia. [17] [18] Researchers speculate that this is the result of biological disgust, which associates trypophobic forms with danger or disease and therefore may have an evolutionary basis. [19] [17]
Through Drilling Tools
Most often, through drilling is carried out using hand and electric drills, drilling machines, if such a possibility exists. The main element of all the listed devices are drills, which can be of any shape, namely they are:
- spiral (used in most cases);
- screw;
- crowns;
- conical;
- feathers, etc.
Drills, regardless of type, must meet the requirements of GOST standards. There are no markings on tools up to Ø 2 mm; for products up to Ø 3 mm, information about the cross-section and grade of steel is recorded on the shank. For larger diameters, the manufacturer may provide additional information.
To make a hole of a certain size, a drill tenths of a millimeter smaller than the required number is required. The difference between these two sizes depends on the quality of its sharpening - the better the tool is sharpened, the closer the values will be.
Drills come in different lengths and can be short, long or long. When choosing a tool for through drilling, it is important to consider the maximum hardness of the workpiece metal. In addition, the drill shank can be cylindrical or conical, which should not be forgotten when selecting a drill chuck or adapter sleeve.
The implementation of some technological operations and the processing of a number of materials involve special sharpening. The higher the hardness of the metal being processed, the sharper the drill edge should be. Let's say that it is not always possible to drill through thin sheet metal with a conventional twist drill - the latter will have to be replaced with an analogue with a special sharpening. Each type of drill has its own recommendations in accordance with the thickness, hardness of the material being processed, and the type of hole. Since this is a fairly voluminous layer of information, it will not be touched upon in this article.
Before starting work, the workpiece is secured using a vice, stops, jigs, angles, clamps with bolts and other devices. As a result, the safety of the specialist is ensured, and higher quality is achieved.
Preparing to cut internal threads
In order for the process of cutting internal threads using a tap to not cause any particular difficulties and result in a high-quality result, it is necessary to properly prepare for this technological operation. All methods of cutting threads using a tap assume that a hole with the appropriate diameter has already been made in the workpiece. If the internal thread that needs to be cut has a standard size, then a special table with data in accordance with GOST can be used to determine the diameter of the preparation hole.
Table 1. Diameters of holes drilled for standard metric threads
If the thread that needs to be cut does not belong to the standard category, you can calculate the diameter of the hole to make it using a universal formula. First of all, it is necessary to study the marking of the tap, which must indicate the type of thread being cut, its diameter and pitch, measured in millimeters (for metric). Then, to determine the cross-sectional size of the hole that needs to be drilled for the thread, it is enough to subtract the pitch from its diameter. For example, if a tool marked M6x0.75 is used to cut a non-standard internal thread, then the diameter of the preparation hole is calculated as follows: 6 – 0.75 = 5.25 mm.
Safety precautions when drilling
When through drilling, regardless of the depth of cut, the following rules must be followed:
- Medium and large workpieces are firmly fixed on the machine table or in fixtures. The immobility of a small product during operation is ensured with the help of hand vises. Under no circumstances should you hold the part with your hands.
- It is prohibited to change or install a tool in a rotating spindle, except in situations where the spindle is equipped with a safe chuck that allows you not to stop the machine to make such a replacement.
- Do not transfer belts from one pulley stage to another if the electric motor is turned on. Such actions are only permissible when the machine is stopped.
- The shavings cannot be brushed off the table with your hands, even with mittens; they cannot simply be blown away. Brushes or hooks are used to clean the work surface.
- Hanging ends on workwear are not allowed. The sleeves are buttoned or rolled up above the elbow. The specialist must tuck the hair under the headdress.
- Processing fragile materials may be accompanied by flying chips, so the worker must protect his face with special glasses.
- When using an electric drill, you must wear rubber gloves, and the body of the tool is grounded.
And one more rule: you cannot be distracted while drilling. You must always be sure that your hands are not under the raised tool, even when the unit is not working.