Sheet metal is produced in the form of wide strips and sheets by rolling or forging (less commonly). Sequential processing is carried out by cutting (laser, mechanical or plasma), flexible, punching. In some cases, a combination of several metalworking methods is used. Mechanical cutting is done using a guillotine and scissors, bending and punching is done using a press.
How to calculate the weight and price of steel sheet
Metal sheet sizes:
- t—thickness of the metal sheet
- a is the width of the metal sheet
- b is the length of the metal sheet
- Calculation of the theoretical weight of 1 steel sheet: Weight of 1 sheet (t) = t (mm) x h (mm) x a (mm) x 7.85 (kg/m3)
- Calculation of the cost of 1 steel sheet: Price of 1 sheet (RUB) = Weight of 1 sheet (kg) x Price per 1 ton (RUB): 1000 (kg)
- Calculation of the weight of 1 m2 of steel sheet: Weight of 1 m2 = Weight of 1 sheet: Area of 1 sheet (a x b)
- Calculation of the price of 1 m2 of steel sheet: Price of 1 m2 = Price of 1 sheet: Area of 1 sheet (a x b)
See the minimum prices per ton of rolled sheet metal at metal depots in Moscow and Moscow Region here: metal sheet prices.
Areas of use
The different uses of materials in industry are due to the variety of properties. Products obtained by hot and cold methods have different properties. Hot rolled metal plates are most often used:
- in the construction of ships, airliners, cars, the material is used in structures where the joints are connected using hardware and without welding;
- in the construction field, metal is used in the form of load-bearing frame elements and in the manufacture of internal structure elements with subsequent finishing;
- for the manufacture of pipes by soldering;
Cold drawn sheet is used in the following cases:
- in the production of corrugated sheets and for the production of smooth galvanized sheets;
- in automobile production;
- for the production of thin sheet metal with a tin covering layer, used in the production of canning containers;
- in the manufacture of decapir (annealed plates) used in the production of enamelware;
- a high-quality smooth surface requires its painting with powder compositions, nickel plating and chrome plating;
- for cold stamping.
Types and technical characteristics of rolled sheets
1. Flat steel sheets in sheets:
- GOST 19903-74 hot-rolled sheet
- GOST 19904-90 cold rolled sheet
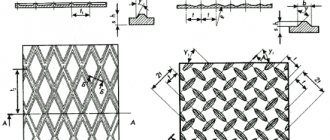
- GOST 8568-77 corrugated sheet (lentil, diamond);
- GOST 14918-80 galvanized sheet
- TU 36.26.11-5-89 expanded metal sheet
2. Sheet metal in rolls:
- GOST 19904-90 cold rolled coil
- GOST 14918-80 galvanized roll
3. Steel sheet with polymer coating (RAL).
For the production of steel sheets, depending on the rolling method in production, the following steel grades are used:
- Hot rolled steel sheets (GOST 19903-90):
- ordinary quality steel: 3 sp/ps, 2 ps
- low alloy steel: 09G2S, 17G1S
- structural steel: 10, 20, 35, 40Х, 45, 65Г
- high-quality carbon steel, structural (08 kp/ps, 15 kp/ps, 25, 35, 45; 10 kp/ps, 20 kp/ps, 30, 40).
Difference between cold-drawn and hot-rolled methods
Manufacturing involves passing the workpiece through specially prepared rollers . This reduces the thickness and adjusts it to the required length and width.
As a result of using different production technologies, wafers are obtained whose properties differ from each other. The choice of method for producing steel strips depends on the intended purpose for further use.
Deformation at high temperatures is carried out under conditions exceeding the recrystallization rates of the material. The temperature should rise to 60% of the metal melting indicators. The initial workpiece is called a slab. The ease of deformation at high temperatures is explained by the fact that the strength of steel decreases. This circumstance makes it possible to reduce the force aimed at giving the workpiece the desired shape.
Cold rolled products are characterized by deformation at temperatures ranging from +20...+25˚С (room temperature). The initial workpiece is represented by a hot-rolled plate. Before forming, the material is cleaned of scale using sandblasting, shot blasting units, or using acids and their compositions.
Deformation at low temperatures, below 30% of the melting point, causes the formation of strain hardening (hardening) in the sheet body. This increases the strength of the plates and reduces ductility; for deformation, the force load must be increased. To partially recrystallize the structure, reduce hardness and make the material plastic, tempering is done in the form of additional heat treatment.
Hot deformation
Steel contains different elements , so when heated it is impossible to ensure a uniform increase in temperature. Rolling of a well-heated section proceeds faster than a cold one; the process is carried out with different parameters, which leads to the appearance of defects. The difference between cold and hot produced sheets can be seen with the naked eye.
The method makes it possible to obtain products in a sufficient range of thickness to satisfy consumer needs. Such sheets are used for coatings in construction. At the same time, a lot of money is not spent on the production of plates. The material has increased corrosion resistance compared to cold produced sheets.
The disadvantages of production include the following points;
- there are surface imperfections, there are areas of scale that need to be removed;
- it is impossible to obtain very thin plates;
- dimensions have low accuracy;
- welding negatively affects the quality of the product.
Cold rolled products
The method makes it possible to obtain very thin flat sheets of several microns, and the geometric parameters of the product are highly accurate. The result is a high-quality and smooth surface; such material can be used for the production of objects and parts in cases where the aesthetic side of the product is important. In construction, cold-drawn metals are used for cladding walls, floors and other finishes. The popular use for welding is due to the fact that the material does not conduct with this method of joining.
The disadvantages of cold-rolled products include the following characteristics:
- poor resistance to corrosion in the open air without an anti-corrosion protective layer;
- sheets have reduced ductility due to increased hardness;
- the high cost of production affects the price of the material, this is explained by the use of many complex units and the use of large amounts of energy.
Which factories produce sheet steel?
The main producers of steel sheets are:
- West Siberian Metallurgical Plant (ZSMK OJSC)
- Magnitogorsk Iron and Steel Works (OJSC MMK)
- Chelyabinsk Metallurgical Plant (ChelMK Mechel OJSC)
- Cherepovets Metallurgical Plant (JSC Severstal)
- Zaporozhye Metallurgical Plant (JSC Zaporizhstal)
- Ashinsky Metallurgical)
- Metallurgical plant "Azovstal" (OJSC MK "Azovstal")
- Novolipetsk Iron and Steel Works (JSC NLMK)
- Metalloinvest (JSC Ural Steel)
Visible sheet defects
During the manufacturing process, surface defects or dimensional deviations occur. They are classified into certain categories. The appearance of deviations and defects of a certain type is characterized by improper organization and equipment of the production process.
Scratches, irregularities, oblique cuts
Such violations are characterized by the appearance of mechanical damage to the strip in the form of depressions across and along the rolling direction. Deviations in dimensions in length and width from the standard specified parameters are diagnosed by an amount exceeding the permissible values. On the surface, protrusions of material are formed along the width and length at the edges of strips or sheets, having a right angle with the surface.
The reasons causing such deviations from the norm may be:
- metal elements of equipment protruding beyond normal limits, sometimes defects are caused by stuck pieces of metal;
- poor adjustment of flying or disc shears, or their weak fastening during installation;
- untimely sharpening of knives;
- crescent shape of the strip itself;
- improper organization of feeding of rolled strip into the cross-cutting machine;
- unprofessional setting of pulling and feeding rollers.
Fat, wave, scatter and crescent
A slight waviness of the rolling strip appears along both edges or only on one side. On the surface of the plate, prints of various sizes and shapes are visible in the form of elongated spots or stripes. Smoothness is disrupted by the appearance of sharp holes, grooves and imprints of mechanical origin.
There are kinks and bends on the plate in different directions, corners and edges are often bent. When packing sheets into bundles, a shift in the size of the sheets along the width or length of the package relative to each other appears greater than the permissible norm. Damage of one kind or another is noted on the side edges, the corners may be curled, and the strip itself has a crescent shape.
Defects are caused by the following reasons:
- misalignment of feed and receiving rollers or rollers;
- poor adjustment of the correct rollers and disc knives;
- waste and other metal parts stick to the rollers and straightening rollers;
- the strip is not protected when cutting from small metal shavings and parts;
- jamming of rolled material in packaging devices;
- improper threading of the strip for advancement with pulling and straightening rollers, sagging and pressure on the roll screws from the outside;
- careless adjustment of wiring fittings, malfunction of the conveyor belt, incorrect height adjustment of the pocket and lifting table;
- installation of stops in baling units (in their pockets) in violation of standards;
- Incorrect adjustment of scissors and loosening of vertical rollers and wires.
Paper types
For various purposes, many types of paper are used, which differ not only in thickness, but also in coating.
Newspaper
A type whose production is cheaper than others, since it is based on recycled materials (waste paper). Because the composition of such paper contains wood, it is less susceptible to yellowing. Density ranges from 45 to 49 g per square meter. m.
Offset
A type of paper that contains cellulose, so it is less susceptible to images, tables and text being erased from its surface. Rough to the touch, suitable for drawing and writing with a pen. The offset type is often found in everyday life. It is used for printing books, black and white magazines, documents, notepads, diaries, forms and accounting books. For ordinary printers, this is the type that is required - it is most often sold in packs of A3 or A4 with a density of 80 g per square meter. m. The same parameter for the offset type can vary from 60 to 250 g per square meter. m.
Coated
Coated paper is used when the quality of offset paper is not enough. For example, for printing greeting cards, glossy magazines, advertising booklets and posters. It can have 1, 2 or even 3 layers, and the coating can be on both sides or only on one. Its surface is coated with a special composition with white pigment. The paper can be matte or glossy.
Designer
Executive grade paper. Used for printing greeting cards, business cards, invitations, envelopes. The surface of such paper can be embossed: this is necessary so that it is pleasant to hold in your hands. The most common types of relief are “flax” and “eggshell”. Geometric patterns are also used. The relief pattern can be multi-colored and iridescent. Density can reach 300 g per square meter. m.
Poster
Photo paper suitable for printing photographs in large sizes. Used for bright posters, color advertisements and posters. It consists of many layers, so the ink does not reach the paper base. This achieves excellent print quality. Density ranges from 150 to 300 g per square meter. m. The surface of the paper is bright white.
Self-copying
This type is used when it is necessary to obtain several copies of one sheet, printed on a printer or filled out by hand. Carbon sheets have different colors for ease of use.
Self-adhesive
A type used for making stickers, labels and various labels. The paper has an adhesive layer covered with a film. If you remove it, you can stick a sticker or label to any convenient place.
Cardboard
Cardboard is the densest type listed above: up to 480 grams per square meter. m. Its surface can be covered with a layer of coating, and the cardboard itself can be single-layer or multi-layer.
What does density affect?
This parameter affects many factors, including: printing technology, the quality of the document itself, as well as its shelf life. Also, incorrectly chosen density often causes “chewing” of sheets. We have already written about what to do if the printer jams the paper.
Printing devices
The instructions for the printing device usually contain recommendations regarding the paper thickness to be used. This specificity is due to the fact that sheets that are too thin can be captured by the device in several pieces, and sheets that are too thick can get stuck. The recommended density depends on the type of printer.
Jet
Industrial printing equipment uses thick sheets (up to 200 g per sq. m.), while for ordinary household devices it is recommended to use a density of 60 g per sq. m. m.
Purpose of paper depending on density: table
| Gr. / sq. m. | Purpose |
| 40–70 | Used for printing newspapers, cheap forms, leaflets. |
| 80 | Standard type for printing documents. |
| 90–115 | The sheets are coated with a layer of coating and are used for advertising leaflets, which are glued to entrances and distributed to mailboxes. |
| 130 | Used for more expensive and high-quality leaflets. |
| 150 | Suitable for thicker and brighter advertising brochures. |
| 170 | Used for making calendars (wall, desk or table). |
| 200 | Used to make book covers, flyers or invitations. |
| 250 | Suitable for printing business cards or greeting cards. |
| 300 | Used for the most expensive and high-quality business cards. |
How to determine it yourself
You can find out the thickness of the sheet yourself, then, based on this, calculate the density.
"Approximately"
The thinner the sheet, the better it transmits light. To determine the thickness, simply hold it up to a light source.
Information on the box
This parameter is usually indicated on the paper package in g/sq. m. The actual density may differ from the declared one, but by no more than 5-10%.
Using the tool
A micrometer or caliper can be used to determine the weight-to-area ratio. Place the sheet between the jaws and look at the result (by divisions on the scale or on the dial).
Density and thickness tables: grams
Glossy
| Density, g/sq. m. | Thickness, mm |
| 90 | 0,106 |
| 115 | 0,108 |
| 130 | 0,109 |
| 150 | 0,1 — 0,11 |
| 170 | 0,12 — 0,125 |
| 200 | 0,17 |
| 250 | 0,18 — 0,19 |
| 300 | 0,22 |
Matte
| yr/sq. m. | mm |
| 90 | 0,106 |
| 115 | 0,109 |
| 130 | 0,1 — 0,11 |
| 150 | 0,12 — 0,13 |
| 170 | 0,14 |
| 200 | 0,18 — 0,19 |
| 250 | 0,22 — 0,23 |
| 300 | 0,31 |
Office
| yr/sq. m. | mm |
| 80 | 0,104 |